AC
Ambiente Construído
Ambiente Construído
1415-8876
1678-8621
Associação Nacional de Tecnologia do Ambiente Construído - ANTAC
Abstract
The cement industry accounts for 7% of global CO2 emissions, 90% of which is related to the clinkerization process, 50% of which corresponds to calcination and 40% to the burning of fossil fuels. Since the calcination process is inherent to the manufacturing of the product, the use of fuels with a lower environmental impact is an excellent alternative. This process of replacing traditional fuel with alternative fuels is known as co-processing. The objective of this article is to present the main alternative fuels used by the cement industry in Brazil and highlight their potential gains compared to fossil fuels. For this purpose, considering an energy replacement of 15% of petroleum coke by alternative fuel based on the lower heating value of the materials and carbon emission factor, the potential for reducing CO2 emissions was calculated. The analysis of the potential for reducing fuel costs was carried out based on market prices and the quantities required for each fuel. The estimates showed reductions of 13.4% in CO2 emissions/t of substituted coke and cost reductions of R$ 6.34 million/year.
Introdução
A indústria do cimento é uma grande emissora de gases de efeito estufa, sendo reponsável, de acordo com Rodrigues e Joekes (2011) e o World Business Council for Sustainable Development (WBCSD, 2018), por 7% das emissões globais de CO2 que respondem por 4% do aquecimento global.
Estudos de Ammenberg et al. (2015) e Edenhofer et al. (2024) calcularam que 50% das emissões de CO2 estão associadas à calcinação do calcário durante o processo de fabricação do clínquer, logo a redução do percentual de clínquer no cimento através da utilização de adições como pozolana, escória de alto forno ou aciaria e filler calcário é a mais eficiente das ações para mitigar as emissões de CO2.
Outros 40% das emissões estão associadas à utilização dos combustíveis na etapa de queima (Ammenberg et al., 2015; Edenhofer et al., 2024, WBCSD, 2018). Estudo apresentado por Nidheesh e Kumar (2019) apresentam alguns combustíveis alternativos e os potenciais nas reduções de emissões de CO2. Boesch e Hellweg (2010) fizeram a análise do ciclo de vida com dados da Europa e da América do Norte e evidenciaram o potencial de redução nas emissões. A utilização de combustíveis alternativos que são conhecidos como alternative fuels and raw materials (AFR), é chamada de coprocessamento energético e ocorre na etapa quente do processo de fabricação do cimento em substituição aos combustíveis fósseis (WBCSD, 2014).
O conceito de AFR é mais completo que apenas combustíveis alternativos visto que engloba as adições para redução do fator clínquer no cimento (Çankaya; Pekey, 2019; Li et al., 2014).
Este artigo traz uma revisão do tema do coprocessamento, mostrando os principais materiais utilizados no Brasil, seu potencial de redução de CO2 e seu potencial de redução de custo frente aos combustíveis fósseis. O coprocessamento alcançou no Brasil, em 2022, o seu maior nível histórico com 3,035 milhões de toneladas de resíduos processados e 2,9 milhões de toneladas de CO2 deixaram de ser emitidos para atmosfera (ABCP, 2023b).
O uso do AFR necessita de larga disponibilidade de material, mesmo que de maneira sazonal, visto que o processo de fabricação de cimento demanda alta quantidade de energia (Hasanbeigi; Price; Lin, 2012). A logística é outro ponto que deve ser considerado. Segundo Souza e D’Agosto (2013), o custo logístico representa mais de 60% dos custos do AFR estudado. Os custos de transporte, grande responsável pelo custo logístico, são inversamente proporcionais ao Poder Calorífico Inferior (PCI) e a densidade aparente (ρap), ou seja, quanto menores estes valores mais altos os custos logísticos associados ao combustível alternativo (García et al., 2017).
Revisão bibliográfica
Indústria do cimento e processo produtivo
O cimento é um material inorgânico que, quando misturado com água, possui propriedades ligantes (ABNT 2018). Sua utilização pela humanidade é antiga, sendo os primeiros registros de 4500 anos atrás, entretanto, o cimento moderno que conhecemos hoje, originou-se de experimentos realizados entre os séculos XVIII e XIX por John Smeaton, Vicat e Joseph Aspdin, sendo este último, inclusive, o criador do nome cimento Portland (CP) devido à semelhança do produto com as rochas da ilha de Portland (ABCP, 2009). A norma brasileira NBR 16697 (ABNT, 2018) da Associação Brasileira de Normas Técnicas (ABNT) definiu o CP como ligante hidráulico obtido da moagem do clínquer com uma ou mais adições minerais e sulfato de cálcio. É a principal matéria prima de produtos como: argamassas, concretos, artefatos de concreto, telhas de concreto ou fibrocimento etc. É, segundo estudos de Horsley, Emmert e Sakulich (2016) e Scrivener, John e Gartner (2018), o produto manufaturado mais produzido em massa pelo homem e o concreto o segundo material mais consumido do mundo, atrás apenas da água.
Os motivos que transformaram a produção de cimento em uma indústria difundida globalmente são: a alta oferta de matéria-prima em praticamente todos os países do globo , sua versatilidade como fonte de matéria-prima para os mais diversos produtos (pasta, argamassa e concreto) excelentes propriedades físico-químicas tendo capacidade de ser aplicado em diferentes meios, versatilidade nas propriedades mecânicas atendendo às mais diversas solicitações construtivas (Scrivener; John; Gartner, 2018). Entretanto o baixo custo do cimento tornam os custos de transporte um fator chave, fazendo-o ser produzido e consumido localmente.
Dentre os 10 maiores produtores globais de cimento, a China aparece na primeira posição, seguido de Índia e Vietnã. O Brasil é o 7° maior produtor global e 1° da América Latina com uma produção de 63 Mt em 2023 (Statista, 2024). Os números apresentados pelo Sindicato Nacional da Indústria do Cimento divergem um pouco dos apresentados na Figura 1; neste caso o Brasil ficaria na 6° posição com uma produção de 66,5 milhões de toneladas (SNIC, 2024). A Figura 1 mostra os 10 maiores produtores globais de cimento, baseado em números da produção de 2023.
Figura 1
Maiores produtores globais de cimento
Fonte: adaptado de Statista (2024).
Analisando os países que mais emitem gases de efeito estufa e comparando-os com os maiores produtores de cimento globais fica evidente uma correlação entre as duas atividades, pois 6 dos 10 maiores produtores também ocupam uma posição entre os 10 maiores emissores. Os 10 países, em ordem decrescente, que mais emitiram CO2-eq em 2021 estão listados a seguir: China, Estados Unidos, Índia, Rússia, Japão, Irã, Alemanha, Arábia Saudita, Coréia do Sul e Indonésia com o Brasil na 12° posição (Climate Watch, 2024).
O processo de fabricação do CP consiste na extração de calcário e argila, que são as duas matérias primas principais para a fabricação do clínquer. Outros materiais como minério de ferro, areia e bauxita também são utilizados (Carvalho et al., 2010). O calcário, argila e correções são misturados nas proporções adequadas, moídos e homogeneizados e desta mistura se origina a farinha crua que é direcionada ao processo de queima, que pode ser dividido em 4 etapas: pré-aquecimento, calcinação, clinquerização e resfriamento (Lima, 2011; UFSC, 2023).
A farinha crua é alimentada pelo topo do pré-calcinador, também conhecido como torre de ciclone, iniciando o processo de aquecimento e descarbonatação. O pré-calcinador otimiza o processo e a energia necessária para fazer o pré-aquecimento e iniciar o processo de calcinação da farinha de cru (Oliveira et al., 2019). No pré-calcinador existem pontos de queima que fornecem energia térmica e auxiliam a otimização do processo (Mantegazza, 2004). A farinha crua atinge aproximadamente 900 °C no final desta etapa e entrada do forno rotativo (Lima, 2011). Segundo Mantegazza (2004), Rahman et al. (2015) e WBCSD (2014) AFR são utilizados tanto na torre de ciclones como diretamente no forno rotativo.
Dentro do forno rotativo a temperatura atinge até 2000 °C na chama, porém a farinha crua, pós etapa de calcinação, é aquecida a aproximadamente 1450 °C, passando por transformações e formando as quatro fases principais do clínquer (CNI, 2023). As fases silicato dicálcico (C2S) e silicato tricálcico (C3S) correspondem a aproximadamente 80% das fases do clínquer (Guia da Engenharia, 2024).
As outras 2 fases presentes no clínquer, em quantidade menor (aproximadamente 20% das fases), são o aluminato tricálcico (C3A) e o ferro-aluminato tetracálcico (C4AF) (Mantegazza, 2004; Oliveira et al., 2019; Rahman et al., 2015).
Após etapa de queima o clínquer passa por um resfriamento forçado, reduzindo sua temperatura para aproximadamente 200 °C, mantendo assim as 4 fases C2S, C3S, C3A e C4AF em equilíbrio metaestável à temperatura ambiente (Costa et al., 2013). A Figura 2 exemplifica a etapa quente para a fabricação do clínquer.
Figura 2
Modelo esquemático da etapa de transformação da farinha crua em clínquer
Fonte: adaptado de Mantegazza (2004).
Emissões de CO2 e consumo energético na indústria de cimento
O clínquer é a base para a fabricação do CP e seu processo produtivo requer uma grande quantidade de energia, sendo responsável por 7% do total de energia consumido pelas indústrias globalmente (WBCSD, 2018). O processo de fabricação de 1 tonelada de clínquer demanda, em média, 3,06 GJ de energia no processo via seca (Ishak; Hashim, 2015). A maior parte da energia térmica consumida no processo está no processo de queima da matéria prima na etapa quente do processo, que é conhecido como clinquerização. Já a energia elétrica consumida, que está na faixa de 110 a 120 kWh/t de cimento, está associada às etapas de moagem (Rahman et al., 2015). O relatório do Balanço Energético Nacional (BEN) mostrou que, em 2021, o segmento industrial consumiu 32,3% de toda energia gerada no Brasil sendo que a indústria do cimento foi responsável por 1,63% deste total (BEN, 2023a, 2023b).
De acordo com Mahasenan, Smith e Humphreys (2003), do total de emissões de CO2 no processo de produção de cimento 50% ocorrem na etapa de calcinação da farinha, 40% na queima de combustíveis fósseis e os 10% restantes estão atrelados à atividade de mineração, transporte e consumo elétrico.
Atualmente a média global de emissão de CO2 para cada tonelada de cimento produzido está em 560 kg (Cheng et al., 2023).
As emissões de CO2 são influenciadas pelo fator clínquer, que é a quantidade de clínquer presente na composição do cimento, pelo combustível fóssil e AFR utilizado e pela fonte energética utilizada (Supriya et al., 2023). No Brasil, existem 5 tipos de cimento que podem variar na composição de clínquer e a comparação das Environmental Product Declaration (EPD), documentação que mostra os impactos ambientais causados pelo produto por meio da análise do ciclo de vida dos cimentos CPV ARI (Votorantim Cimentos, 2023a) e CPIII 40 RS (Votorantim Cimentos, 2023b), mostra que a adição de escória na faixa de 48 a 57% reduziu o impacto ambiental significativamente, saindo o potencial de aquecimento global (GWP-GHG) de 0,852 t CO2-eq no CPV ARI para 0,384 t CO2-eq. no CPIII 40 RS devido à redução do fator clínquer do cimento. Existem estudos sobre adições alternativas, como o uso da fração fina de resíduos da construção civil, que mostraram potencial para utilização deste resíduo como uma adição ao cimento, pois além de reduzir o fator clínquer e, consequentemente, os efeitos associados à produção desta matéria-prima, ele também direciona o uso dos resíduos da construção civil, cuja geração está estimada em 3 bilhões de toneladas/ano no mundo (Oliveira; Dezen; Possan, 2020).
Outra opção é o uso de combustíveis alternativos com menor emissão de CO2, visto que 40% das emissões estão atreladas ao consumo de combustível. Esta solução já se mostrou como uma possibilidade eficiente para a redução nas emissões de CO2 (Boesch; Hellweg, 2010; Nidheesh; Kumar, 2019).
Coprocessamento e utilização de AFR
Coprocessamento é a utilização de combustíveis alternativos como fonte de energia térmica. O licenciamento desta atividade é de responsabilidade do Conselho Nacional do Meio Ambiente (CONAMA) mediante a resolução n°499 de 2020.
Dentre os combustíveis fósseis utilizados pela indústria cimenteira no mundo, o carvão representa 67% do total e o coque de petróleo 14%. Estes materiais são os dois combustíveis mais utilizados, sendo que nas fábricas modernas, aproximadamente 60% da energia é consumida no pré-aquecimento (torre de ciclones) e 40% no forno rotativo (Horsley; Emmert; Sakulich, 2016). Estudo de Wojtacha-Rychter, Kucharski e Smolinski (2021) chegou a valores inversos, sendo o consumo de 40% na torre de ciclones e 60% da energia no forno, entretanto, independentemente do local de consumo, esse combustível é consumido na etapa de transformação da farinha crua em clínquer.
No Brasil, o coque de petróleo é o combustível mais utilizado (Figura 3). O relatório final do BEN (2023a) mostra que o coque representou 69,7% do consumo de energia em 2021. Pelo gráfico percebe-se que no início dos anos 2000, com a entrada do coque de petróleo há uma inversão nos consumos de combustíveis, com o óleo e carvão vegetal perdendo uma fatia grande do mercado.
Figura 3
Principais combustíveis utilizados pela indústria do cimento no Brasil
Fonte: BEN (2023a).
Estudo realizado pelo Roadmap Tecnológico do Cimento (2021) mostrou que de 1990 até 2014, a utilização de adições no cimento passou de 20% para 33%, em média. Este mesmo estudo identificou que o uso de AFR aumentou, entre 2000 e 2014, de 9 para 15%, o que contribuiu para a diminuição das emissões de CO2, NOx e SO2 e a diminuição no consumo de combustíveis provenientes de fontes não renováveis.
Na Europa, o uso de resíduos como combustível pode chegar a 80% da demanda. É esperado que o uso de combustíveis alternativos cresça para 37% (média global) em 2050, o que possibilitaria uma redução de 15% nas emissões de CO2 (Scrivener; John; Gartner, 2018).
Existe uma grande variedade de AFR utilizados, podendo ser classificados em 3 grandes grupos conforme Figura 4. Estes combustíveis alternativos se diferem muito do tradicional (carvão e coque de petróleo), sendo necessária a análise físico-química detalhada antes de validar sua utilização.
Figura 4
Tipos de combustíveis utilizados na indústria do cimento
Fonte: adaptado de Rahman et al. (2017).
Algumas peculiaridades do processo produtivo: o tempo entre 6 a 10 segundos que o material fica submetido a altas temperaturas (em média 1450 °C), o ambiente alcalino (auxilia na neutralização dos gases ácidos formados), atmosfera oxidante (melhora o processo de queima), capacidade do clínquer em absorver os contaminantes inorgânicos do processo, área superficial elevada para as reações e mistura ideal de gases e produtos permitem que uma ampla gama de materiais possam ser utilizados como combustível alternativo (Moore, 19951 apud Kihara, 1999; Mantus, 1992; Rocha; Lins; Santo, 2011).
No coprocessamento, o AFR é utilizado, usualmente, dentro da torre de ciclones. Existem diversas entradas onde podem ser abastecidas as chamas e o local de entrada do combustível depende de suas propriedades, todavia essa tecnologia foi o que permitiu o uso de combustíveis menos nobres no processo (Mantegazza, 2004). Na parte mais baixa, onde está a ligação entre a torre de ciclones e o forno rotativo existe a caixa de fumaça, que é onde se depositam as cinzas oriundas da queima (FLSmidth, 2023). Essas cinzas se incorporam ao clínquer no processo de clinquerização (Mantegazza, 2004). A Figura 5 mostra alguns exemplos de pré-calcinadores.
Figura 5
Torre de ciclones
Fonte: adaptado de FLSmidth (2023).
Viabilidade técnica e potencial de redução das emissões de CO2 e dos custos com o coprocessamento
O coprocessamento é uma alternativa para redução do consumo de combustíveis de origem fóssil. Lamas, Palau e Camargo (2013) estimaram uma redução anual de 1,4 milhões de dólares considerando uma substituição de 15% do coque de petróleo por combustível alternativo. Hemidat et al. (2019) estimaram que na queima de cada 1 kg de coque de petróleo, 0,7 kg (70%) é emitido como CO2, logo o uso de AFR pode trazer também vantagens ambientais como: preservação da fonte não renovável, destinação e redução do descarte destes resíduos em aterros e redução da emissão de CO2, NOx e SO2. Estes materiais podem ser de origem variada, por exemplo: resíduos da indústria siderúrgica (óleos e emulsões, graxas, escória etc), resíduos da indústria do alumínio (spent pot lining), resíduos da indústria automobilística e derivados (tintas, solventes, pneus inservíveis, plásticos industriais, mantas etc), resíduos municipais – comerciais e domésticos – e seus derivados (resíduo sólido municipal, combustível derivado de resíduo, plásticos, papel, lodo de esgoto etc), resíduos da indústria de papel e celulose (lixivia), resíduos do agronegócio (cascas de arroz, caroço de açaí, palha e bagaço de cana-de-açucar, casca do café etc) e outras biomassas (lascas e serragem de madeira, meat and bone meal) (Battagin; Cardoso, 2018; ABCP, 2023a, 2023b; Torres; Lange, 2022).
A troca do combustível tradicional pelo alternativo exige o estudo dos potenciais impactos nas propriedades do cimento. A primeira análise a ser realizada é a do poder calorífico inferior (PCI) do material. Para sua utilização na indústria do cimento como AFR, recomenda-se que o PCI seja maior que 2700-3000 kcal/kg ou em caso de utilização de 2 ou mais combustíveis o PCI da mistura não seja inferior a 1700 kcal/kg por combustível utilizado (Kusuma et al., 2022; Madlool et al., 2011; Sellitto et al., 2013). O uso de combustíveis alternativos irá depender: do estado físico, da composição química principalmente em relação ao conteúdo de cloro e enxofre, toxicidade sobretudo em relação à presença de metais pesados que serão incorporados ao clínquer, leis ambientais do país, teor de umidade, teor de cinzas e propriedades físicas como tamanho, densidade aparente, massa específica, homogeneidade (Madlool et al., 2011; Mokrzycki; Uliasz- Bocheńczyk, 2003). Os cuidados necessários na validação de um AFR mostram a importância dos estudos sobre o tema e mesmo que tecnicamente aprovado, para sua utilização é necessário um abastecimento constante e em quantidade suficiente para atender à demanda. Estudo de Battagin e Cardoso (2018) mostrou que uma indústria do cimento com um forno de clinquerização com capacidade de 1000 t/dia pode consumir até 5000 pneus/dia.
O PCI impacta diretamente na taxa de substituição do combustível fóssil pelo AFR, pois é necessário que o AFR forneça a mesma quantidade de energia térmica que o combustível fóssil. Para a verificação da viabilidade ambiental o teor de carbono fixo (TCf), que é utilizado no cálculo do fator de emissão de carbono (FeC), é a principal variável. O PCI e o FeC influenciam diretamente na taxa de substituição e no nível de emissão de CO2 e podem inviabilizar sua utilização (Murray; Price, 2008; Sellitto et al., 2013).
Na Tabela 1 é possível ver algumas propriedades dos principais combustíveis alternativos utilizados em comparação com o coque de petróleo.
Tabela 1
Propriedades de alguns dos combustíveis alternativos utilizados
Combustível Alternativo
Análise imediata
PCI(kcal/kg)
Referência
Mv
TCf
Tc
Coque de petróleo
9,0-13,0
71,0-95,0
0,2-3,0
7050,5-8126,0
[1 - 4]
Madeira de pinho
79,0-83,0
15,0-17,0
0,3-0,5
4708,3-4732,2
[5, 6]
Palha
64,3-80,5
13,0-19,5
4,7-20,1
4325,9
[7, 8]
Casca de arroz
61,0-69,0
16,0-17,0
15,0-20,0
3680,6
[9, 10]
CDR
60,0-84,0
2,0-16,0
8,0-32,0
3346
[11, 12]
Pneus Inservíveis
54,0-66,0
23,0-30,0
7,0-23,0
7409-7839,2
[13, 14]
Fonte: adaptado de Cortada Mut et al. (2015).
Nota: Legenda:
1. Mv – material volátil;
2. TCf – teor de carbono fixo;
3. Tc – teor de cinzas; e
4. PCI calculado com base no Poder calorífico superior (PCS).
Referências: [1 - 4] - AFPM (2024); Milenkova et al. (2003); Singer (1993); U.S. Department of Energy (2024); [5, 6] - Hassan, Steele e Ingram (2009); IEA Bioenergy (2024); [7, 8] - Stenseng (2001); Vassilev et al. (2010); [9, 10] - IEA Bioenergy (2024); Tsubouchi et al. (2005); [11, 12] - Kobyashi et al. (2005); Tokheim (1999); [13, 14] - Chinyama e Lockwood (2007); e Larsen (2007).
Como mostrado na Tabela 1, o pneu inservível é um combustível alternativo com PCI semelhante ou até superior ao do coque. Esta característica juntamente com a disponibilidade de material e seus impactos na qualidade do clínquer, justifica que 39% dos materiais coprocessados, em 2014, na indústria brasileira sejam oriundos desta fonte (Figura 6).
Figura 6
Percentual dos combustíveis alternativos utilizados no Brasil
Fonte: adaptado de Lagarinhos, Espinosa e Tenório (2016).
Pneus inservíveis
O uso de pneus inservíveis como fonte de combustível alternativo se mostra como a mais viável das alternativas de destinação deste resíduo, visto que eles possuem um alto PCI e as características do forno de clínquer acabam por consumi-los completamente (Lamas; Palau; Camargo, 2013). No Brasil, 57% dos pneus descartados têm como destino as fábricas de cimento (Lamas; Palau; Camargo, 2013).
A utilização do pneu inservível, que pode ser inteiro ou picado, permite a redução das emissões de CO2, pois possui um TCf menor quando comparado com o coque e PCI similar (Tabela 1) e redução nas emissões de SO2 (Freitas; Nóbrega, 2014).
Estudos realizado por Puertas e Blanco-Varela (2004) mostraram que o clínquer e o cimento produzidos com o uso de pneus no coprocessamento não apresentaram diferença de qualidade frente ao produto produzido com o combustível fóssil, o que confirma o potencial deste tipo de material.
De 2005 para 2021 o total, em toneladas, utilizado no coprocessamento aumentou 366%, conforme Figura 7. Essa evolução acompanha também o aumento da atividade de coprocessamento que saiu do patamar de 400 mil toneladas em 2005 para 2,4 milhões de toneladas em 2021, um aumento de 500% (ABCP, 2023a). Isso pode ser explicado pela regulamentação desta atividade no início dos anos 2000 com publicações da norma técnica da Companhia Ambiental do Estado de São Paulo (CETESB) P4.263 (CETESB, 2021) e CONAMA n° 264 (CONAMA, 2000), sendo esta última revogada e substituída pela norma CONAMA n° 499 (CONAMA, 2020) posteriormente.
Figura 7
Evolução do coprocessamento de pneus inservíveis no Brasil
Fonte: adaptado de “Panorama do Coprocessamento - Brasil 2022 (Ano base 2021) – ABCP (2023a).
O uso de pneus inservíveis pode reduzir as emissões de CO2 e NOx e sua ampla disponibilidade o colocam como umas das melhores alternativas na atualidade; entretanto, seu uso fica limitado a, no máximo, 30% de substituição (Rahman et al., 2017). Essa limitação ocorre devido à presença de metais pesados na composição, principalmente zinco que afeta as resistências iniciais e finais do cimento (Lamas; Palau; Camargo, 2013).
Resíduos sólidos municipais
Relatório apresentado pela Associação Brasileira de Resíduos Sólidos e Meio Ambiente (ABREMA, 2024) estimou que 77,1 milhões de toneladas de resíduos sólidos foram gerados no ano de 2022. Este material se apresenta como uma possibilidade de AFR, porém algumas características, como heterogeneidade elevada, ser biodegradável, apresentar umidade elevada acabam dificultando sua utilização (Torres; Lange, 2022). O PCI do produto in natura é de 2892 kcal/kg e o FeC ficou em 0,31 t C/t o que confirma o potencial tanto na substituição térmica como nos níveis de emissões de CO2 (EC, 2004; IPCC, 2006; Torres; Lange, 2022). A resolução CONAMA n° 499 (CONAMA, 2020) no seu artigo 1 parágrafo 2 limita o uso deste material desde que previamente submetido a um processo de triagem, classificação e tratamento. Os resíduos sólidos municipais (RSM) podem ser submetidos a um processo de seleção para melhoria da homogeneidade, melhoria das propriedades físico-químicas, melhoria da logística de transporte e, em alguns casos peletização, ficando conhecidos como combustível derivado de resíduo – CDR (Rahman et al., 2015).
A seleção do RSM é uma excelente alternativa, pois a retirada de materiais orgânicos diminui consideravelmente a umidade do material o que melhora em 41% o seu PCI e, se a triagem retirar também os materiais inertes, a melhora atinge 56%, sempre em comparação ao produto “in natura” (Torres; Lange, 2022). Estudo de Rahman et al. (2015) obtiveram aumento em 40% do poder calorífico do material após transformação do RSM em CDR. A simulação do uso deste combustível, substituindo 30% do combustível fóssil, reduziu a emissão de CO2 em 4,7% (Rahman et al., 2017). Hashem, Razek e Mashout (2019) estudaram o uso de CDR na Europa e devido à melhor homogeneidade do material, o uso de CDR como combustível na produção de cimento pôde alcançar valores superiores a 70%. O uso de CDR reduz os níveis de emissões de gases do efeito estufa (GHG) em até 25% e SO2 devido ao baixo teor de enxofre quando comparado com os combustíveis fósseis tradicionais (Gerassimidou et al., 2021; Saveyn et al., 2016).
Hemidat et al. (2019) consideraram a viabilidade econômica com taxas de substituição em até 30%, analisando tanto a redução de consumo de coque de petróleo como a economia atrelada a uma redução nas emissões de CO2. Tal estudo mostrou que o poder calorífico do resíduo aumentou em 58% após o tratamento, chegando a 3724 kcal/kg e a quantidade de material destinado a aterros diminuiu em 35%. Em termos econômicos, após serem descontados os custos para o tratamento do resíduo para transformação em CDR, uma redução de aproximadamente US$ 1,7 milhões seria alcançada com uma taxa de substituição de 5%, podendo chegar a US$ 4,46 milhões com 30% de substituição. Utilizando a taxa de substituição de 15%, devido a possíveis efeitos adversos na qualidade do clínquer, a economia alcançaria a cifra de US$ 2,64 milhões. Todos estes valores anualizados e considerando uma produção diária de 4.000 toneladas de clínquer (Hemidat et al., 2019).
A presença de cloro afeta diretamente o processo devido à sua volatilidade, causando problemas como entupimento e corrosão dos materiais na torre de ciclones, além de atuar como um catalisador, aumentando a volatilidade dos metais pesados e afetando a qualidade do clínquer (Murray; Price, 2008). Estudo de Gerassimidou et al. (2021) mostraram que o cloro acaba sendo absorvido pelo clínquer durante o processo, interferindo na formação da fase alita (C3S). O nível de contaminação por cloro depende das instalações da fábrica, com valores usuais entre 0,5% à 2,0% em peso do material, mas o ideal é trabalhar com valores até 1% em peso (Gerassimidou et al., 2021). A análise da composição de um RSM mostra que os polímeros podem variar entre 10 a 17% do total, sendo este uma das fontes de cloro, o que reforça a necessidade de controle e tratamento deste resíduo antes da sua utilização (Torres; Lange, 2022).
Resíduos poliméricos
A utilização de resíduos poliméricos é uma alternativa promissora, frente à oferta global deste material. O uso de polímeros tem como impacto o percentual de cloro elevado neste combustível, podendo causar problemas de entupimento e corrosão no sistema e na qualidade do clínquer (Costa, 2014). Torres e Lange (2022) obtiveram que 10 a 17% da composição de RSM são polímeros, logo isso representa algo entre 1,1 a 1,9 milhões de toneladas/ano. Estudo de Matos e Schalch (2007) identificaram que os 2 tipos mais comuns de polímeros encontrados eram Politereftalato de etileno (PET) e Polietileno de alta densidade (PEAD), que representavam 62% da composição. Essa análise é importante, pois o polímero Policloreto de vinila (PVC) é uma grande fonte de cloro, com cerca de 57% da sua composição (Rodolfo Junior e Mei, 2007; Rosa et al., 2013). No estudo de Matos e Schalch (2007) o valor médio encontrado do PVC ficou em 3,76%.
Strazza et al. (2011) fizeram um estudo em uma fábrica de cimento que utilizava polímero como fonte alternativa de energia e, através da análise do ciclo de vida, confirmou uma redução nos impactos ambientais. O PCI do polietileno, que está entre os 2 polímeros mais comuns encontrados, variou de 9607,8 à 10563,8 kcal/kg (Panagiotou; Levendis, 1994; Wang et al., 2004). O FeC encontrado foi de 0,7 t C/t (ICF Consulting, 2024; Subramanian, 2000).
Estudo feito por Asamany, Gibson e Pegg (2017), fez um mix de polímeros das mais diversas origens, por exemplo: polímeros rígidos e flexíveis de demolição, filmes utilizados para proteção de produtos, resíduos da indústria têxtil, resíduos de universidades e hospital etc. Este material foi previamente preparado passando por uma moagem para redução de tamanho e os cálculos estequiométricos mostraram um potencial de redução dos gases NOx, SO2 e CO2 Para este cálculo foi utilizada a mesma quantidade material para produzir o mesmo calor equivalente à mistura de carvão e coque de petróleo utilizada como referência.
Estudo de Hashem, Razek e Mashout (2019) considerou a viabilidade da utilização de resíduos poliméricos e de borracha e seus impactos na qualidade do clínquer produzido. O estudo mostrou que a incorporação das cinzas destes resíduos no clínquer afetou o seu processo de hidratação, reduzindo o tempo médio, e aumentou as resistências do cimento. Isso evidencia a necessidade de testes para entender os impactos do uso deste AFR.
Resíduo da indústria de alumínio (Spent Pot Lining – SPL)
O SPL é o resíduo oriundo da indústria de alumínio durante a produção de alumínio primário. Esse resíduo sólido fica impregnado nos potes de redução da alumina durante sua eletrólise (Chen et al., 2022). Aproximadamente 1,7 milhões de toneladas são geradas anualmente e, por ser considerado perigoso devido à presença de materiais tóxicos e causadores do aquecimento global, a correta destinação deste resíduo se faz necessária (Chen et al., 2022).
Estudo de Ghenai et al. (2019) mostrou que o PCI do material varia de 2868 à 6692 kcal/kg de acordo com o tratamento dado ao resíduo.
Um dos grandes desafios na utilização de SPL como combustível alternativo é a presença de cianeto. Cianeto é um material tóxico que pode ser letal, o que reforça a necessidade de um correto descarte deste tipo de resíduo; entretanto apenas 0,2% do resíduo é composto por sais de cianeto (Silva; Leite, 2016). A temperatura de trabalho de um forno de clinquerização (~1450 °C) acaba por destruir estes sais (destruídos à temperatura de ~600-700 °C) e, mesmo com todo o efeito adverso e sua toxicidade, auxiliam no processo de clinquerização, pois reduzem a temperatura do forno atuando como um catalizador para baixar a temperatura de fusão da farinha e reduzindo as emissões de CO2 e NOx (Chen et al., 2022; Ghenai et al., 2019; Silva; Leite, 2016). O uso do SPL como AFR se mostra promissor; entretanto, no Brasil, a disponibilidade é pequena, visto que a China representa 65% da produção global e, se incluídos Rússia, Índia, Canadá e Emirados Árabes Unidos, a soma chega a 90% do total (Chen et al., 2022).
Biomassa
A biomassa já se encontra na quarta posição entre as fontes de energia e é responsável por 14% da energia consumida globalmente (Biswas; Sharma, 2021).
No Brasil, o uso de biomassa, principalmente a oriunda do agronegócio, se mostra um ramo bastante promissor. Estudo de Mendoza Martinez et al. (2019) estima que mais de 200 milhões de toneladas de resíduos oriundos da agroindústria não são utilizados como fonte energética devido a propriedades como: baixa densidade aparente, baixo poder calorífico e alta umidade. Quando analisadas estas propriedades, conclui-se que uma grande dificuldade da utilização deste tipo de combustível está relacionada ao transporte, visto que a sua baixa densidade aparente eleva os custos atrelados ao processo inviabilizando a utilização (García et al., 2017). Uma alternativa seria o processamento deste resíduo e sua transformação em briquetes, o que melhora a densidade do produto, sua homogeneidade e densidade energética (Chinyama, 2011; Mendoza Martinez et al., 2019). Briquetes são normalmente produzidos de resíduos de biomassa, podendo ser utilizada uma única fonte ou uma mistura de materiais. Estes resíduos são tratados, misturados a um aglutinante e extrusados formando uma peça cilíndrica de resíduo compactado (Mendoza Martinez et al., 2019).
A Votorantim Cimentos, por exemplo, utiliza diversas fontes de biomassa como combustível alternativo: bagaço de cana de açúcar e babaçu, cavaco de madeira, casca de arroz, caroço de açaí e de azeitona (Estado de São Paulo, 2023; O Eco, 2023; Verdera Solutions, 2023; Votorantim Cimentos, 2023a, 2023b). Todos os materiais mencionados acima já foram testados e aprovados industrialmente, tanto com relação à qualidade como fonte de energia como com relação aos impactos na qualidade do produto.
Resíduos de biomassa normalmente são utilizados como um combustível secundário e durante fase de pré-aquecimento da farinha no pré-calcinador (Murray; Price, 2008). A queima conjunta de biomassa e carvão reduz os custos relativos ao combustível, tornando economicamente viável o processo, além de reduzir as emissões de NOx e SO2 (Demirbaş, 2003; Murray; Price, 2008).
A Tabela 2 exemplifica algumas das biomassas utilizadas hoje no processo de fabricação do clínquer.
Tabela 2
Dados de biomassa utilizadas na indústria do cimento
Combustível alternativo
PCI
Umidade
Fator de emissão de carbono
Ref
(kcal/kg)
(%)
(t C/t)
Casca de arroz
3155-3872
10
0,35
[1-3]
Palha de trigo
3776-4350
7,3-14,2
0,42
[4-6]
Serragem
3843,5
20
0,38
[7, 8]
Palha de milho
2199-3681
9,4-35
0,28
[9-11]
Folhas de cana de açúcar
3776
<15
0,34
[12]
Bagaço de cana de açúcar
3442-4637
10,0-15,0
0,39
[13, 14]
Hastes de canola
3920
12,6
0,39
-
Cascas de avelã
4182
9,2
0,48
[15]
Resíduos de madeira
3704,5-4158,6
33,3
0,34
[16, 17]
Fonte: adaptado de Murray e Price (2008).
Nota: PCI - calculado com base no PCS.
Referências: [1-3] - Demirbaş (2003); Jenkins et al. (1998);Mansaray e Ghaly (1997); [4-6] - Demirbaş (2003); Jenkins et al. (1998); McIlveen-Wright et al. (2007); [7, 8] - Demirbaş (2003); Carvalho (2021); [9-11] - Asian Development Bank (2006); Demirbaş (2003); Mani, Tabil e Sokhansanj (2004); [12] - Jorapur e Rajvanshi (1997); [13, 14] - Asian Development Bank (2006); Jingjing et al. (2001); [15] - Demirbaş (2003); [16, 17] - Jingjing et al. (2001); e McIlveen-Wright et al. (2007).
Segundo Murray e Price (2008), a utilização de valores superiores a 20% de substituição torna o processo de fabricação instável, pois a biomassa é um AFR bastante heterogêneo e dificulta o controle da chama. A quantidade de coque que pode ser substituída por biomassa dependerá da uniformidade do material, do PCI da amostra, do teor de umidade assim como da qualidade do combustível fóssil utilizado.
Dentre as dificuldades, como os custos relativos à logística e à heterogeneidade do produto, algumas biomassas podem ter presença de cloro elevada, que por ser volátil, acaba se concentrando em zonas mais frias do sistema causando problemas de corrosão devendo, portanto, serem controladas e consideradas (Matsuda et al., 2005; Meystre, 2016). A queima conjunta parece uma alternativa viável para controle da chama e redução da concentração de cloro no sistema (Biswas; Sharma, 2021; Demirbaş, 2003).
O relatório do Panorama do Coprocessamento apresentado por Coprocessamento (2024) indica que em 2022 do total de combustível utilizado, 16% eram oriundos de biomassa e deste percentual 17% tiveram como fonte material agrícola.
Materiais e métodos
Para o cálculo da quantidade do AFR necessário para substituição térmica do coque de petróleo foram considerados os valores médios do PCI do coque de petróleo e das AFR apresentados nas Tabelas 1 e 2 e nos subitens da revisão bibliográfica. A fórmula de cálculo da taxa de substituição do AFR/coque de petróleo foi apresentada na Equação 1.
taxa de substituição
=
PCI coque de petröleo
PCI do AFR
Eq. 1
O cálculo do potencial de redução de emissão de CO2 considerou o mesmo modelo apresentado por Murray e Price (2008) e foram descritos nas Equações de 2 a 4.
A Equação 2 mostra o modelo de cálculo utilizado para obtenção do FeC.
FeC
=
1
t
x
(
1
-umidade%
)
1
t
x
T
C
f
1
t
de material seco
Eq. 2
Calculado o fator de emissão de carbono foi possível calcular a quantidade de CO2 emitida para cada tonelada de combustível consumida (Equação 3).
Emissão de
C
O
2
=
F
e
C
1
t
combustivel
×
44
t
C
O
2
12
t
C
Eq. 3
O modelo descrito nas Equações 1 a 3 foi replicado em cada um dos AFR analisados, sendo obtidas as taxas de substituição e emissões de CO2/t de AFR consumida.
A Equação 4 exemplifica como foi calculado o potencial de redução de CO2 para cada tonelada de coque de petróleo substituído.
Potencial de redução das emissões de
C
O
2
=
Emissões do
A
F
R
−
Emissões do coque
Eq. 4
Para as biomassas, se fossem consideradas carbono neutro, a redução de emissão seria de 2,92 t CO2/t coque substituído. Esse é um tema controverso, pois alguns autores consideram a biomassa um combustível carbono neutro, visto que durante a sua fase de crescimento ela consome o CO2 que será liberado na combustão (Canaveira, 2015; Demirbaş, 2003). Dentre as discordâncias existe o lapso temporal, pois a emissão é um processo rápido enquanto a captura é um processo lento e só poderia ser considerado carbono neutro se o processo todo fosse em ciclo fechado; além disso, existe todo o manejo da biomassa que é emissor de CO2 (Canaveira, 2015). Portanto os autores não consideraram a biomassa um combustível carbono neutro no estudo.
Para o cálculo do potencial de redução de custos com a substituição do coque de petróleo por combustível alternativo as seguintes premissas foram adotadas:
energia para 1 tonelada de clínquer: 813 kcal/kg de clínquer;
produção de 1.000 t de clínquer/dia;
7.200 horas/ano de produção (300 dias x 24 horas);
taxa de substituição de 15% de combustível alternativo;
considerado o PCI médio dos combustíveis;
para o preço do coque – o valor variou entre 1800 e 3000 renminbi (CNY) (Investing.com, 2024). Foi considerado o valor médio de $ 2500 CNY. Para a conversão em Reais, foi utilizada a cotação de R$ 0,68/1 CNY (BCB, 2023); e
foram considerados como custo do combustível alternativo os gastos que seriam necessários com o descarte em um aterro - R$ 207,57/t do resíduo descartado (Creutzberg; Ferrari; Engelage, 2016).
Resultados e discussões
Conforme descrito na Equação 1, foi calculado a taxa de substituição de AFR por tonelada de coque. A Figura 8 exemplifica os resultados obtidos em toneladas por tonelada de coque substituído.
Figura 8
Quantidade média necessária para substituição do coque de petróleo por AFR
Segundo descrito na Equação 2, foi calculado o FeC (Equação 5) do coque de petróleo com base no TCf e umidade apresentadas por Mendez (2005), cujos valores foram de: umidade 6,87% e TCf de 85,54%. A mesma metodologia foi adotada para os AFR analisados.
FeC coque de petróleo
=
1
t
x
(
1
−
6
,
87
%
)
t
material seco
1
t
x
0
,
8553
(
T
C
f
)
1
t
de material seco
=
0
,
7966
t
C
t
ou 79,66%
Eq. 5
Com o fator de emissão de carbono calculado para cada combustível analisado, foi calculada a quantidade de emissão de CO2 para cada tonelada de material consumido. No exemplo abaixo (Equação 6) foi considerada a emissão do coque de petróleo, sendo o procedimento replicado para os demais AFR. Com as emissões por tonelada de combustível analisado e as taxas de substituição foi calculado o potencial de redução nas emissões de CO2 por tonelada de coque substituído.
Emissão do coque
=
0
,
7966
t
C
1
t
coque
×
44
t
C
O
2
12
t
C
=
2
,
92
t
CO
2
t coque de petróleo
Eq. 6
A Tabela 3 mostrou o potencial de redução das emissões de CO2 dos AFR analisados, onde os valores negativos indicam potencial de redução das emissões de CO2/t de coque substituído para as biomassas.
Tabela 3
Potencial de redução das emissões de CO2 com utilização de AFR
AFR
t AFR/t coquesubstituído
FeC
Emissão deCO2/t de AFR
Emissões CO2AFR/t de coquesubstituído
∆ dasemissõesde CO2
Polietileno (PE)
0,75
0,70
2,57
1,93
-0,99
Pneus Inservíveis
1,00
0,56
2,05
2,04
-0,88
Cascas de avelã
1,81
0,48
1,76
3,19
0,27
Palha de trigo
1,87
0,42
1,54
2,88
-0,04
Bagaço de cana de açúcar
1,88
0,39
1,43
2,69
-0,23
Resíduos de madeira
1,93
0,34
1,25
2,41
-0,51
Hastes de canola
1,94
0,39
1,43
2,77
-0,15
Serragem
1,97
0,38
1,39
2,75
-0,17
Folhas de cana de açúcar
2,01
0,34
1,25
2,51
-0,41
Casca de arroz
2,16
0,35
1,28
2,77
-0,15
Palha de milho
2,50
0,28
1,03
2,57
-0,35
RSM
2,62
0,31
1,14
2,98
0,06
A Tabela 4 abaixo mostra o potencial de redução de custo com a substituição de apenas 15% do coque de petróleo por combustível alternativo. A estimativa vai de R$ 5,6 a 7,4 milhões/ano.
Tabela 4
Potencial de redução nos custos de combustível
AFR
PCI Médio (kcal/kg)
Consumo anual de combustível com 15% de substituição (t)
Custo do combustível alternativo (R$)
Economia com o uso de combustível alternativo (R$/ano)
Tonelada
Ano
Coque de petróleo
7588,25
4821
R$ 1.706,43
R$ 8.227.159,30
-
Polietileno (PE)
10085,80
3627
R$ 207,57
R$ 752.934,67
-R$ 7.474.224,63
Pneus inservíveis
7624,10
4799
R$ 207,57
R$ 996.045,23
-R$ 7.231.114,07
SPL
4780,00
7654
R$ 207,57
R$ 1.588.692,14
-R$ 6.638.467,15
Casca de avelã
4182,00
8748
R$ 207,57
R$ 1.815.865,24
-R$ 6.411.294,06
Palha de trigo
4063,00
9004
R$ 207,57
R$ 1.869.049,58
-R$ 6.358.109,72
Bagaço de cana de açucar
4039,50
9057
R$ 207,57
R$ 1.879.922,87
-R$ 6.347.236,42
Resíduos de madeira
3931,55
9305
R$ 207,57
R$ 1.931.540,60
-R$ 6.295.618,70
Hastes de canola
3920,00
9333
R$ 207,57
R$ 1.937.231,75
-R$ 6.289.927,55
Serragem
3843,50
9519
R$ 207,57
R$ 1.975.789,89
-R$ 6.251.369,41
Folhas de cana de açucar
3776,00
9689
R$ 207,57
R$ 2.011.109,23
-R$ 6.216.050,07
Casca de arroz
3513,50
10413
R$ 207,57
R$ 2.161.362,87
-R$ 6.065.796,43
CDR
3346,00
10934
R$ 207,57
R$ 2.269.560,21
-R$ 5.957.599,09
Palha de milho
3030,00
12074
R$ 207,57
R$ 2.506.253,61
-R$ 5.720.905,69
RSM
2891,90
12651
R$ 207,57
R$ 2.625.937,43
-R$ 5.601.221,87
Conclusão
O uso de combustíveis alternativos como fonte de energia para indústria do cimento é uma alternativa viável econômica, social e ambientalmente, sendo a alternativa de maior impacto depois da redução do fator clínquer do cimento. Para aumentar a eficiência na redução das emissões, principalmente CO2, todo o sistema deve estar conectado desde o processo de produção de cimento, o desenvolvimento de técnicas de produção mais modernas da britagem até a moagem do cimento, a substituição de combustíveis fósseis em percentuais cada vez maiores e a redução do fator clínquer no cimento.
No cálculo do potencial de redução nas emissões de CO2 dos 12 AFR revisados apenas 2 não apresentavam este ganho nas condições analisadas e, o valor médio de redução das emissões ficou em 0,39 t CO2/t de coque substituído, ou seja, 13,4% das emissões com o coque de petróleo. Apesar disso, o uso de RSM preserva a vida útil de aterros, diminui a destinação destes resíduos para locais clandestinos, preserva o combustível não renovável, ou seja, demonstra outras vantagens.
Os cálculos de potencial de redução de custo com combustível, com apenas 15% de substituição, mostraram um potencial médio de economia na ordem de R$ 6,35 milhões/ano, considerando uma produção dia de 1000 toneladas de clínquer.
Quando analisados os números do setor em 2023, observa-se uma produção anual de 62 milhões de toneladas (ABCP, 2024). Utilizando o fator clínquer médio de 0,67, ou seja, 67% da composição do cimento é clínquer, apresentado no Roadmap Tecnológico do Cimento (2021), estima-se uma produção, em 2023, de 41,54 milhões de toneladas de clínquer. Utilizando as mesmas premissas apresentadas, haveria uma demanda estimada de 4,45 milhões de toneladas de coque para produção de 2023. Logo, considerando-se que há disponibilidade de AFR e com a substituição de 15% existe um potencial de redução de 260 mil toneladas de CO2 com o uso de AFR. A análise dos custos com combustível, considerando o PCI médio das AFR apresentadas na Tabela 4 de 4501 kcal/kg e do coque de 7588,25 kcal/kg, temos a necessidade de 1,68 kg de AFR/kg de coque substituído. Com a produção de clínquer estimada acima e utilizando uma taxa de 15% de substituição do coque por AFR, o potencial de economia no ano de 2023 seria de R$ 905 milhões de reais no Brasil.
Isso mostra o alto investimento deste setor no coprocessamento. No Brasil, o total de resíduos coprocessados saiu de 1 milhão de ton/ano no ano de 2010 para 3 milhões no ano de 2022 (ABCP, 2023b).
O mesmo estudo, apresentado pela Associação Brasileira de Cimento Portland (ABCP, 2023a), mostra que 48% dos resíduos coprocessados são oriundos de biomassa, entretanto 65% são provenientes de carvão vegetal. Conforme demonstrado acima, existe ainda um mercado potencial enorme neste setor, visto que as biomassas oriundas de resíduos agrícolas representam apenas 7% deste tipo de produto e, considerando apenas a cana de açúcar, a safra brasileira é de 700 milhões de toneladas (IBGE).
1
MOORE, E. T. Co-processamento de insumos alternativos. ln: CICLO DE CONFERÊNCIAS DA INDÚSTRIA DE CIMENTO, FABRICAÇÃO, CO-PROCESSAMENTO E MEIO AMBIENTE, Rio de Janeiro, 1995. Anais […] Rio de Janeiro, 1995.
Referências
AMERICAN FUEL & PETROCHEMICAL MANUFACTURERS. Petroleum coke overview. Disponível em: http://www.afpm.org/policy-position-petroleum-coke/. Acesso em: 1 abr. 2024.
AMERICAN FUEL & PETROCHEMICAL MANUFACTURERS
Petroleum coke overview
Disponível em: http://www.afpm.org/policy-position-petroleum-coke/
1 abr. 2024
2024
AMMENBERG, J. et al. Improving the CO2 performance of cement, part III: the relevance of industrial symbiosis and how to measure its impact. Journal of Cleaner Production, v. 98, p. 145–155, jul. 2015.
AMMENBERG
J
Improving the CO2 performance of cement, part III: the relevance of industrial symbiosis and how to measure its impact
Journal of Cleaner Production
98
145
155
07
2015
ASAMANY, E. A.; GIBSON, M. D.; PEGG, M. J. Evaluating the potential of waste plastics as fuel in cement kilns using bench-scale emissions analysis. Fuel, v. 193, p. 178–186, 2017.
ASAMANY
E. A
GIBSON
M. D
PEGG
M. J
Evaluating the potential of waste plastics as fuel in cement kilns using bench-scale emissions analysis
Fuel
193
178
186
2017
ASIAN DEVELOPMENT BANK. Small scale clean development mechanism project handbook. Manila, 2006.
ASIAN DEVELOPMENT BANK
Small scale clean development mechanism project handbook
Manila
2006
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND. Panorama do coprocessamento: uma tecnologia sustentável - Ano base 2021. Disponível em https://coprocessamento.org.br/wp-content/uploads/2023/05/Panorama_Coprocessamento_2022_Ano_Base_2021_v2.pdf. São Paulo, 2023a. Acesso em: 19 dez. 2023.
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND
Panorama do coprocessamento: uma tecnologia sustentável - Ano base 2021
Disponível em https://coprocessamento.org.br/wp-content/uploads/2023/05/Panorama_Coprocessamento_2022_Ano_Base_2021_v2.pdf
São Paulo
2023a
19 dez. 2023
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND. Panorama do coprocessamento: uma tecnologia sustentável – Ano base 2022. Disponível em: https://coprocessamento.org.br/wp-content/uploads/2023/12/Panorama_Coprocessamento_2023_Ano_Base_2022_dez2023.pdf. São Paulo, 2023b. Acesso em: 22 fev. 2024.
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND
Panorama do coprocessamento: uma tecnologia sustentável – Ano base 2022
Disponível em: https://coprocessamento.org.br/wp-content/uploads/2023/12/Panorama_Coprocessamento_2023_Ano_Base_2022_dez2023.pdf
São Paulo
2023b
22 fev. 2024
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND. Vendas de cimento fecham com queda em 2023. São Paulo, 2024. Disponível em: https://abcp.org.br/vendas-de-cimento-fecham-com-queda-em-2023/. Acesso em: 11 ago. 2024.
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND
Vendas de cimento fecham com queda em 2023
São Paulo
2024
Disponível em: https://abcp.org.br/vendas-de-cimento-fecham-com-queda-em-2023/
11 ago. 2024
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND. Uma breve história do cimento Portland. Disponível em: https://abcp.org.br/cimento/historia/. São Paulo, 2009. Acesso em: 18 dez. 2023.
ASSOCIAÇÃO BRASILEIRA DE CIMENTO PORTLAND
Uma breve história do cimento Portland
Disponível em: https://abcp.org.br/cimento/historia/
São Paulo
2009
18 dez. 2023
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 16697: cimento Portland: requisitos. Rio de Janeiro, 2018.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS
NBR 16697: cimento Portland: requisitos
Rio de Janeiro
2018
ASSOCIAÇÃO BRASILEIRA DE RESÍDUOS E MEIO AMBIENTE. Panorama dos resíduos sólidos no Brasil 2023. Disponível em: https://www.abrema.org.br/panorama/. Acesso em: 10 ago. 2024.
ASSOCIAÇÃO BRASILEIRA DE RESÍDUOS E MEIO AMBIENTE
Panorama dos resíduos sólidos no Brasil 2023
2023
Disponível em: https://www.abrema.org.br/panorama/
10 ago. 2024
BALANÇO ENERGÉTICO NACIONAL. Relatório final 2022. Disponível em: https://www.epe.gov.br/pt/publicacoes-dados-abertos/publicacoes/balanco-energetico-nacional-2022. Acesso em: 24 jan. 2023a.
BALANÇO ENERGÉTICO NACIONAL
Relatório final 2022
Disponível em: https://www.epe.gov.br/pt/publicacoes-dados-abertos/publicacoes/balanco-energetico-nacional-2022
24 jan. 2023a
2023a
BALANÇO ENERGÉTICO NACIONAL. Relatório Síntese 2022. Disponível em: https://www.epe.gov.br/pt/publicacoes-dados-abertos/publicacoes/balanco-energetico-nacional-2022. Acesso em: 24 jan. 2023b.
BALANÇO ENERGÉTICO NACIONAL
Relatório Síntese 2022
Disponível em: https://www.epe.gov.br/pt/publicacoes-dados-abertos/publicacoes/balanco-energetico-nacional-2022
24 jan. 2023b
2023b
BANCO CENTRAL DO BRASIL. Conversor de moedas. Disponível em: https://www.bcb.gov.br/conversao. Acesso em: 27 dez. 2023.
BANCO CENTRAL DO BRASIL
Conversor de moedas
Disponível em: https://www.bcb.gov.br/conversao
27 dez. 2023
2023
BATTAGIN, A. F.; CARDOSO, F. D. Panorama do coprocessamento de resíduos em fornos de cimento no Brasil. In: CONGRESSO BRASILEIRO DO CONCRETO, 60., Foz do Iguaçu, 2018. Anais […] Foz do Iguaçu, 2018.
BATTAGIN
A. F
CARDOSO
F. D
Panorama do coprocessamento de resíduos em fornos de cimento no Brasil
CONGRESSO BRASILEIRO DO CONCRETO, 60
Foz do Iguaçu
2018
Anais
Foz do Iguaçu
2018
BISWAS, S.; SHARMA, D. K. A review on the co-processing of biomass with other fuels sources. International Journal of Green Energy, v. 18, n. 8, p. 793–811, 2021.
BISWAS
S.
SHARMA
D. K.
A review on the co-processing of biomass with other fuels sources
International Journal of Green Energy
18
8
793
811
2021
BOESCH, M. E.; HELLWEG, S. Identifying improvement potentials in cement production with life cycle assessment. Environmental Science & Technology, v. 44, n. 23, p. 9143–9149, dez. 2010.
BOESCH
M. E.
HELLWEG
S
Identifying improvement potentials in cement production with life cycle assessment
Environmental Science & Technology
44
23
9143
9149
12
2010
CANAVEIRA, P. Existe neutralidade de carbono no uso de biomassa para energia? Pasta e Papel, p. 32–36, 2015.
CANAVEIRA
P.
Existe neutralidade de carbono no uso de biomassa para energia?
Pasta e Papel
32
36
2015
ÇANKAYA, S.; PEKEY, B. A comparative life cycle assessment for sustainable cement production in Turkey. Journal of Environmental Management, v. 249, p. 109362, nov. 2019.
ÇANKAYA
S.
PEKEY
B.
A comparative life cycle assessment for sustainable cement production in Turkey
Journal of Environmental Management
249
109362
109362
11
2019
CARVALHO, J. O. et al. Emissões de gases de efeito estufa nos processos industriais: produtos minerais, parte I, produção de cimento. 2010. Disponível em: https://repositorio.mcti.gov.br/bitstream/mctic/5295/1/2010_produtos_minerais_producao_cimento.pdf. Acesso em: 9 ago. 2024.
CARVALHO
J. O.
Emissões de gases de efeito estufa nos processos industriais: produtos minerais, parte I, produção de cimento
2010
Disponível em: https://repositorio.mcti.gov.br/bitstream/mctic/5295/1/2010_produtos_minerais_producao_cimento.pdf
9 ago. 2024
CARVALHO, N. R. de et al. Caracterização física e química da biomassa usada como combustível sólido em uma caldeira. Química Nova, v. 44, n. 1, p. 35-40, 2021.
CARVALHO
N. R. de
Caracterização física e química da biomassa usada como combustível sólido em uma caldeira
Química Nova
44
1
35
40
2021
CHEN, Y. et al. Resource utilization strategies for spent pot lining: A review of the current state. Separation and Purification Technology, v. 300, p. 121816, nov. 2022.
CHEN
Y
Resource utilization strategies for spent pot lining: A review of the current state
Separation and Purification Technology
300
121816
121816
11
2022
CHENG, D. et al. Projecting future carbon emissions from cement production in developing countries. Nature Communications, v. 14, n. 1, p. 8213, dez. 2023.
CHENG
D
Projecting future carbon emissions from cement production in developing countries
Nature Communications
14
1
8213
8213
12
2023
CHINYAMA, M. P. M. Alternative Fuels in Cement Manufacturing: alternative fuel. London: IntechOpen, 2011.
CHINYAMA
M. P. M
Alternative Fuels in Cement Manufacturing: alternative fuel
London
IntechOpen
2011
CHINYAMA, M. P. M.; LOCKWOOD, F. C. Devolatilisation behaviour of shredded tyre chips in combusting environment. Journal of the Energy Institute, v. 80, n. 3, p. 162–167, set. 2007.
CHINYAMA
M. P. M
LOCKWOOD
F. C
Devolatilisation behaviour of shredded tyre chips in combusting environment
Journal of the Energy Institute
80
3
162
167
09
2007
CLIMATE WATCH. Historical GHG emissions. Disponível em: https://www.climatewatchdata.org/ghg-emissions?end_year=2021&source=GCP&start_year=1960. Acesso em: 12 ago. 2024.
CLIMATE WATCH
Historical GHG emissions
Disponível em: https://www.climatewatchdata.org/ghg-emissions?end_year=2021&source=GCP&start_year=1960
12 ago. 2024
2024
COMPANHIA AMBIENTAL DO ESTADO DE SÃO PAULO. Procedimento para utilização de resíduos em fornos de produção de clínquer - P4.263. Disponível em: https://cetesb.sp.gov.br/camaras-ambientais/wp-content/uploads/sites/21/2013/12/P4_263.pdf. Acesso em: 17 dez. 2021.
COMPANHIA AMBIENTAL DO ESTADO DE SÃO PAULO
Procedimento para utilização de resíduos em fornos de produção de clínquer - P4.263
Disponível em: https://cetesb.sp.gov.br/camaras-ambientais/wp-content/uploads/sites/21/2013/12/P4_263.pdf
17 dez. 2021
2021
CONFEDERAÇÃO NACIONAL DA INDÚSTRIA. Indústria brasileira de cimento: base para a construção do desenvolvimento. Disponível em: https://arquivos.portaldaindustria.com.br/app/conteudo_18/2013/09/23/4970/20131002162355200901e.pdf. Acesso em: 18 dez. 2023.
CONFEDERAÇÃO NACIONAL DA INDÚSTRIA
Indústria brasileira de cimento: base para a construção do desenvolvimento
Disponível em: https://arquivos.portaldaindustria.com.br/app/conteudo_18/2013/09/23/4970/20131002162355200901e.pdf
18 dez. 2023
2023
CONSELHO NACIONAL DO MEIO AMBIENTE. CONAMA n° 264. Brasília, 2000. Disponível em: https://www.ibama.gov.br/sophia/cnia/legislacao/MMA/RE0264-260899.PDF. Acesso em: 18 dez. 2021.
CONSELHO NACIONAL DO MEIO AMBIENTE
CONAMA n° 264
Brasília
2000
Disponível em: https://www.ibama.gov.br/sophia/cnia/legislacao/MMA/RE0264-260899.PDF
18 dez. 2021
CONSELHO NACIONAL DO MEIO AMBIENTE. CONAMA n° 499. Brasília, 2020. Disponível em: https://www.in.gov.br/en/web/dou/-/resolucao-conama/mma-n-499-de-6-de-outubro-de-2020-281790575. Acesso em: 18 dez. 2021.
CONSELHO NACIONAL DO MEIO AMBIENTE
CONAMA n° 499
Brasília
2020
Disponível em: https://www.in.gov.br/en/web/dou/-/resolucao-conama/mma-n-499-de-6-de-outubro-de-2020-281790575
18 dez. 2021
CORTADA MUT, M. D. M. et al. Review: circulation of inorganic elements in combustion of alternative fuels in cement plants. Energy and Fuels, v. 29, n. 7, p. 4076–4099, jul. 2015.
CORTADA MUT
M. D. M.
Review: circulation of inorganic elements in combustion of alternative fuels in cement plants
Energy and Fuels
29
7
4076
4099
07
2015
COSTA, E. B. da et al. Clínquer Portland com reduzido impacto ambiental. Ambiente Construído, Porto Alegre, v. 13, n. 2, p. 75–86, jun. abr./jun. 2013.
COSTA
E. B. da
Clínquer Portland com reduzido impacto ambiental
Ambiente Construído
Porto Alegre
13
2
75
86
jun. abr./jun
2013
COSTA, J. M. B. Coprocessamento de CDR no processo de produção de cimento. Lisboa: Universidade Nova de Lisboa, 2014.
COSTA
J. M. B
Coprocessamento de CDR no processo de produção de cimento
Lisboa
Universidade Nova de Lisboa
2014
CREUTZBERG, R.; FERRARI, M. J.; ENGELAGE, E. Análise de custos no descarte de resíduos sólidos: estudo de caso em uma empresa do ramo metal mecânica. In: SIMPÓSIO INTERNACIONAL DE GESTÃO DE PROJETOS, INOVAÇÃO E SUSTENTABILIDADE, 5., São Paulo, 2016. Anais [...] São Paulo, 2016.
CREUTZBERG
R
FERRARI
M. J
ENGELAGE
E
Análise de custos no descarte de resíduos sólidos: estudo de caso em uma empresa do ramo metal mecânica
SIMPÓSIO INTERNACIONAL DE GESTÃO DE PROJETOS, INOVAÇÃO E SUSTENTABILIDADE, 5
São Paulo
2016
Anais
São Paulo
2016
DEMIRBAŞ, A. Sustainable cofiring of biomass with coal. Energy Conversion and Management, v. 44, n. 9, p. 1465–1479, jun. 2003.
DEMIRBAŞ
A
Sustainable cofiring of biomass with coal
Energy Conversion and Management
44
9
1465
1479
06
2003
EDENHOFER, O. et al. Climate change 2014 mitigation of climate change. Disponível em: https://www.ipcc.ch/report/ar5/wg3/. Acesso em: 11 ago. 2024.
EDENHOFER
O
Climate change 2014 mitigation of climate change
Disponível em: https://www.ipcc.ch/report/ar5/wg3/
11 ago. 2024
2024
NEDER, V. Votorantim Cimentos anuncia metas de sustentabilidade e quer reduzir emissões em 12% até 2030 - Estadão. 12 de novembro de 2020. Governança. Disponível em: <https://www.estadao.com.br/economia/governanca/votorantim-cimentos-anuncia-metas-de-sustentabilidade-e-quer-reduzir-emissoes-em-12-ate-2030/>. Acesso em: 19 dez. 2023.
NEDER
V
Votorantim Cimentos anuncia metas de sustentabilidade e quer reduzir emissões em 12% até 2030 - Estadão
12
11
2020
Governança
Disponível em: <https://www.estadao.com.br/economia/governanca/votorantim-cimentos-anuncia-metas-de-sustentabilidade-e-quer-reduzir-emissoes-em-12-ate-2030/>
19 dez. 2023
EUROPEAN COMMISSION. Sustainability Impact Assessment (SIA) Methodology: towards an upgrade in 2004. Brussels, 2004.
EUROPEAN COMMISSION
Sustainability Impact Assessment (SIA) Methodology: towards an upgrade in 2004
Brussels
2004
FLSMIDTH. Low NOX Calciner. Disponível em: https://www.flsmidth-cement.com/products/flsmidth-low-nox-calciner. Acesso em: 16 ago. 2023.
FLSMIDTH
Low NOX Calciner
Disponível em: https://www.flsmidth-cement.com/products/flsmidth-low-nox-calciner
16 ago. 2023
2023
FREITAS, S. S.; NÓBREGA, C. C. Os benefícios do coprocessamento de pneus inservíveis para a indústria cimenteira. Engenharia Sanitaria e Ambiental, v. 19, n. 3, p. 293–300, set. 2014.
FREITAS
S. S
NÓBREGA
C. C
Os benefícios do coprocessamento de pneus inservíveis para a indústria cimenteira
Engenharia Sanitaria e Ambiental
19
3
293
300
09
2014
GARCÍA, R. et al. Biomass sources for thermal conversion: techno-economical overview. Fuel, v. 195, p. 182–189, mayio 2017.
GARCÍA
R.
Biomass sources for thermal conversion: techno-economical overview
Fuel
195
182
189
05
2017
GERASSIMIDOU, S. et al. Chlorine in waste-derived solid recovered fuel (SRF), co-combusted in cement kilns: A systematic review of sources, reactions, fate and implications. Critical Reviews in Environmental Science and Technology, v. 51, n. 2, p. 140–186, 2021.
GERASSIMIDOU
S.
Chlorine in waste-derived solid recovered fuel (SRF), co-combusted in cement kilns: A systematic review of sources, reactions, fate and implications
Critical Reviews in Environmental Science and Technology
51
2
140
186
2021
GHENAI, C. et al. Combustion and emissions analysis of Spent Pot lining (SPL) as alternative fuel in cement industry. Science of The Total Environment, v. 684, p. 519–526, set. 2019.
GHENAI
C
Combustion and emissions analysis of Spent Pot lining (SPL) as alternative fuel in cement industry
Science of The Total Environment
684
519
526
09
2019
GUIA DA ENGENHARIA. Cimento Portland: composição, definição e propriedades. Disponível em: https://www.guiadaengenharia.com/composicao-cimento-portland/. Acesso em: 6 abr. 2024.
GUIA DA ENGENHARIA
Cimento Portland: composição, definição e propriedades
Disponível em: https://www.guiadaengenharia.com/composicao-cimento-portland/
6 abr. 2024
2024
HASANBEIGI, A.; PRICE, L.; LIN, E. Emerging energy-efficiency and CO2 emission-reduction technologies for cement and concrete production: A technical review. Renewable and Sustainable Energy Reviews, v. 16, n. 8, p. 6220–6238, out. 2012.
HASANBEIGI
A
PRICE
L
LIN
E
Emerging energy-efficiency and CO2 emission-reduction technologies for cement and concrete production: A technical review
Renewable and Sustainable Energy Reviews
16
8
6220
6238
10
2012
HASHEM, F. S.; RAZEK, T. A.; MASHOUT, H. A. Rubber and plastic wastes as alternative refused fuel in cement industry. Construction and Building Materials, v. 212, p. 275–282, jul. 2019.
HASHEM
F. S.
RAZEK
T. A.
MASHOUT
H. A.
Rubber and plastic wastes as alternative refused fuel in cement industry
Construction and Building Materials
212
275
282
07
2019
HASSAN, E. M.; STEELE, P. H.; INGRAM, L. Characterization of fast pyrolysis bio-oils produced from pretreated pine wood. Applied Biochemistry and Biotechnology, v. 154, n. 1–3, p. 3–13, maio 2009.
HASSAN
E. M.
STEELE
P. H.
INGRAM
L.
Characterization of fast pyrolysis bio-oils produced from pretreated pine wood
Applied Biochemistry and Biotechnology
154
1–3
3
13
05
2009
HEMIDAT, S. et al. Potential utilization of RDF as an alternative fuel to be used in cement industry in Jordan. Sustainability, v. 11, n. 20, out. 2019.
HEMIDAT
S
Potential utilization of RDF as an alternative fuel to be used in cement industry in Jordan
Sustainability
11
20
10
2019
HORSLEY, C.; EMMERT, M. H.; SAKULICH, A. Influence of alternative fuels on trace element content of ordinary portland cement. Fuel, v. 184, p. 481–489, nov. 2016.
HORSLEY
C.
EMMERT
M. H.
SAKULICH
A.
Influence of alternative fuels on trace element content of ordinary portland cement
Fuel
184
481
489
11
2016
ICF CONSULTING. Determination of the impact of waste management activities on greenhouse gas Emissions: 2005 update. Disponível em: https://natural-resources.canada.ca/sites/www.nrcan.gc.ca/files/mineralsmetals/pdf/mms-smm/busi-indu/rad-rad/pdf/icf-finr-eng.pdf. Acesso em: 11 abr. 2024.
ICF CONSULTING
Determination of the impact of waste management activities on greenhouse gas Emissions
2005
update
Disponível em: https://natural-resources.canada.ca/sites/www.nrcan.gc.ca/files/mineralsmetals/pdf/mms-smm/busi-indu/rad-rad/pdf/icf-finr-eng.pdf
11 abr. 2024
INTERNATIONAL ENERGY AGENCY BIOENERGY. Databases: Task32. Disponível em: https://task32.ieabioenergy.com/databases/. Acesso em: 1 abr. 2024.
INTERNATIONAL ENERGY AGENCY BIOENERGY
Databases
Task32
Disponível em: https://task32.ieabioenergy.com/databases/
1 abr. 2024
2024
INVESTING.COM. Coque futuro. Disponível em: https://br.investing.com/commodities/metallurgical-coke-futures. Acesso em: 18 fev. 2024.
INVESTING.COM
Coque futuro
Disponível em: https://br.investing.com/commodities/metallurgical-coke-futures
18 fev. 2024
2024
INTERGOVENMENTAL PANAL ON CLIMATE CHANGE. IPCC emissions factor database. Geneva, 2006.
INTERGOVENMENTAL PANAL ON CLIMATE CHANGE
IPCC emissions factor database
Geneva
2006
ISHAK, S. A.; HASHIM, H. Low carbon measures for cement plant: a review. Journal of Cleaner Production, v. 103, p. 260–274, 2015.
ISHAK
S. A
HASHIM
H
Low carbon measures for cement plant: a review
Journal of Cleaner Production
103
260
274
2015
JENKINS, B. M. et al. Combustion properties of biomass. Fuel Processing Technology, v. 54, n. 1/3, p. 17–46, mar. 1998.
JENKINS
B. M.
Combustion properties of biomass
Fuel Processing Technology
54
1/3
17
46
03
1998
JINGJING, L. et al. Biomass energy in China and its potential. Energy for Sustainable Development, v. 5, n. 4, p. 66–80, dez. 2001.
JINGJING
L
Biomass energy in China and its potential
Energy for Sustainable Development
5
4
66
80
12
2001
JORAPUR, R.; RAJVANSHI, A. K. Sugarcane leaf-bagasse gasifiers for industrial heating applications. Biomass and Bioenergy, v. 13, n. 3, p. 141–146, jan. 1997.
JORAPUR
R
RAJVANSHI
A. K
Sugarcane leaf-bagasse gasifiers for industrial heating applications
Biomass and Bioenergy
13
3
141
146
01
1997
KIHARA, Y. Co-processamento de resíduos em fornos de cimento: tendências. In: SEMINÁRIO DESENVOLVIMENTO SUSTENTÁVEL E A RECICLAGEM NA CONSTRUÇÃO CIVIL, 2., São Paulo, 1999. Anais [...] São Paulo, 1999.
KIHARA
Y
Co-processamento de resíduos em fornos de cimento: tendências
SEMINÁRIO DESENVOLVIMENTO SUSTENTÁVEL E A RECICLAGEM NA CONSTRUÇÃO CIVIL
2
São Paulo
1999
Anais
São Paulo
1999
KOBYASHI, N. et al. The behavior of flue gas from RDF combustion in a fluidized bed. Powder Technology, v. 151, n. 1/3, p. 87–95, mar. 2005.
KOBYASHI
N.
The behavior of flue gas from RDF combustion in a fluidized bed
Powder Technology
151
1/3
87
95
03
2005
KUSUMA, R. T. et al. Sustainable transition towards biomass-based cement industry: a review. Renewable and Sustainable Energy Reviews, v. 163, p. 112503, jul. 2022.
KUSUMA
R. T.
Sustainable transition towards biomass-based cement industry: a review
Renewable and Sustainable Energy Reviews
163
112503
112503
07
2022
LAGARINHOS, C. A. F.; ESPINOSA, D. C. R.; TENÓRIO, J. A. S. A evolução do coprocessamento de pneus inservíveis no Brasil. In: CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 22., Natal, 2016. Anais […] Natal, 2016.
LAGARINHOS
C. A. F
ESPINOSA
D. C. R
TENÓRIO
J. A. S
A evolução do coprocessamento de pneus inservíveis no Brasil
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 22
Natal
2016
Anais
Natal
2016
LAMAS, W. D. Q.; PALAU, J. C. F.; CAMARGO, J. R. de. Waste materials co-processing in cement industry: Ecological efficiency of waste reuse. Renewable and Sustainable Energy Reviews, v. 19, p. 200–207, 2013.
LAMAS
W. D. Q
PALAU
J. C. F
CAMARGO
J. R. de
Waste materials co-processing in cement industry: Ecological efficiency of waste reuse
Renewable and Sustainable Energy Reviews
19
200
207
2013
LARSEN, M. B. Alternative fuels in Cement production. Lyngby: Technical University of Denmark, 2007.
LARSEN
M. B.
Alternative fuels in Cement production
Lyngby
Technical University of Denmark
2007
LI, C. et al. The life cycle inventory study of cement manufacture in China. Journal of Cleaner Production, v. 72, p. 204–211, jun. 2014.
LI
C.
The life cycle inventory study of cement manufacture in China
Journal of Cleaner Production
72
204
211
06
2014
LIMA, A. B. de. O processo produtivo do cimento Portland. Belo Horizonte, 2011. 39 f. Monografia (Curso de Especialização em Engenharia de Recursos Minerais) – Universidade Federal de Minas Gerais, Belo Horizonte, 2011.
LIMA
A. B. de
O processo produtivo do cimento Portland
Belo Horizonte
2011
39 f
Monografia (Curso de Especialização em Engenharia de Recursos Minerais)
Universidade Federal de Minas Gerais
Belo Horizonte
MADLOOL, N. A. et al. A critical review on energy use and savings in the cement industries. Renewable and Sustainable Energy Reviews, v. 15, n. 4, p. 2042–2060, maio 2011.
MADLOOL
N. A
A critical review on energy use and savings in the cement industries
Renewable and Sustainable Energy Reviews
15
4
2042
2060
05
2011
MAHASENAN, N.; SMITH, S.; HUMPHREYS, K. The cement industry and global climate change: current and potential future cement industry CO2 emissions. In: INTERNATIONAL CONFERENCE GREENHOUSE GAS CONTROL TECHNOLOGIES, 6., Kyoto, 2003. Proceedings […] Kyoto, 2003.
MAHASENAN
N
SMITH
S
HUMPHREYS
K
The cement industry and global climate change: current and potential future cement industry CO2 emissions
INTERNATIONAL CONFERENCE GREENHOUSE GAS CONTROL TECHNOLOGIES
6
Kyoto
2003
Proceedings
Kyoto
2003
MANI, S.; TABIL, L. G.; SOKHANSANJ, S. Grinding performance and physical properties of wheat and barley straws, corn stover and switchgrass. Biomass and Bioenergy, v. 27, n. 4, p. 339–352, out. 2004.
MANI
S
TABIL
L. G
SOKHANSANJ
S
Grinding performance and physical properties of wheat and barley straws, corn stover and switchgrass
Biomass and Bioenergy
27
4
339
352
10
2004
MANSARAY, K. G.; GHALY, A. E. Physical and thermochemical properties of rice husk. Energy Sources, v. 19, n. 9, p. 989–1004, nov. 1997.
MANSARAY
K. G
GHALY
A. E
Physical and thermochemical properties of rice husk
Energy Sources
19
9
989
1004
11
1997
MANTEGAZZA, E. Aspectos ambientais do co-processamento de resíduos em fornos de produção de clínquer no estado de São Paulo. São Carlos, 2004. 358 f. Dissertação (Mestrado em Engenharia Mecânica) – Universidade de São Paulo, São Carlos, 2004.
MANTEGAZZA
E
Aspectos ambientais do co-processamento de resíduos em fornos de produção de clínquer no estado de São Paulo
São Carlos
2004
358 f
Dissertação (Mestrado em Engenharia Mecânica)
Universidade de São Paulo
São Carlos
MANTUS, E. K. All fired up: burning hazardous waste in cement kilns. Seatle: Environmental Toxicology International, 1992.
MANTUS
E. K.
All fired up: burning hazardous waste in cement kilns
Seatle
Environmental Toxicology International
1992
MATOS, T. F. L.; SCHALCH, V. Composição dos resíduos poliméricos, pós-consumo, gerados no município de São Carlos, SP. Polímeros, v. 17, n. 4, p. 346–351, dez. 2007.
MATOS
T. F. L.
SCHALCH
V
Composição dos resíduos poliméricos, pós-consumo, gerados no município de São Carlos, SP
Polímeros
17
4
346
351
12
2007
MATSUDA, H. et al. Kinetics of HCl emission from inorganic chlorides in simulated municipal wastes incineration conditions. Chemical Engineering Science, v. 60, n. 2, p. 545–552, jan. 2005.
MATSUDA
H
Kinetics of HCl emission from inorganic chlorides in simulated municipal wastes incineration conditions
Chemical Engineering Science
60
2
545
552
01
2005
MCILVEEN-WRIGHT, D. R. et al. A technical and environmental analysis of co-combustion of coal and biomass in fluidised bed technologies. Fuel, v. 86, n. 14, p. 2032–2042, set. 2007.
MCILVEEN-WRIGHT
D. R.
A technical and environmental analysis of co-combustion of coal and biomass in fluidised bed technologies
Fuel
86
14
2032
2042
09
2007
MENDEZ, M. O. A. Sintese de materiais carbonosos ativados a partir de coque de petroleo. Campinas, 2005. 117 f. Dissertação (Mestrado em Engenharia Química) – Universidade Estadual de Campinas, Campinas, 2005.
MENDEZ
M. O. A
Sintese de materiais carbonosos ativados a partir de coque de petroleo
Campinas
2005
117 f
Dissertação (Mestrado em Engenharia Química)
Universidade Estadual de Campinas
Campinas
MENDOZA MARTINEZ, C. L. et al. Production and characterization of coffee-pine wood residue briquettes as an alternative fuel for local firing systems in Brazil. Biomass and Bioenergy, v. 123, p. 70–77, abr. 2019.
MENDOZA MARTINEZ
C. L.
Production and characterization of coffee-pine wood residue briquettes as an alternative fuel for local firing systems in Brazil
Biomass and Bioenergy
123
70
77
04
2019
MEYSTRE, J. DE A. Análise do coprocessamento de resíduo sólido urbano na indústria de cimento Portland no Brasil. Itajubá, 2016. 213 f. Tese (Doutorado em Engenharia Mecânica) – Universidade Federal de Itajubá, Itajubá, 2016.
MEYSTRE
J. DE A
Análise do coprocessamento de resíduo sólido urbano na indústria de cimento Portland no Brasil
Itajubá
2016
213 f
Tese (Doutorado em Engenharia Mecânica)
Universidade Federal de Itajubá
Itajubá
MILENKOVA, K. S. et al. Devolatilisation behaviour of petroleum coke under pulverised fuel combustion conditions. Fuel, v. 82, n. 15–17, p. 1883–1891, out. 2003.
MILENKOVA
K. S.
Devolatilisation behaviour of petroleum coke under pulverised fuel combustion conditions
Fuel
82
15–17
1883
1891
10
2003
MOKRZYCKI, E.; ULIASZ- BOCHEŃCZYK, A. Alternative fuels for the cement industry. Applied Energy, v. 74, n. 1–2, p. 95–100, jan. 2003.
MOKRZYCKI
E
ULIASZ- BOCHEŃCZYK
A
Alternative fuels for the cement industry
Applied Energy
74
1–2
95
100
01
2003
MURRAY, A.; PRICE, L. K. Use of alternative fuels in cement manufacture: analysis of fuel characteristics and feasibility for use in the chinese cement sector. Ernest Orlando Lawrence Berkeley National Laboratory, jun. 2008. Disponível em: https://international.lbl.gov/publications/use-alternative-fuels-cement. Acesso em: 14 nov. 2022.
MURRAY
A
PRICE
L. K
Use of alternative fuels in cement manufacture: analysis of fuel characteristics and feasibility for use in the chinese cement sector
Ernest Orlando Lawrence Berkeley National Laboratory
06
2008
Disponível em: https://international.lbl.gov/publications/use-alternative-fuels-cement
14 nov. 2022
NIDHEESH, P. V.; KUMAR, M. S. An overview of environmental sustainability in cement and steel production. Journal of Cleaner Production, v. 231, p. 856–871, set. 2019.
NIDHEESH
P. V.
KUMAR
M. S.
An overview of environmental sustainability in cement and steel production
Journal of Cleaner Production
231
856
871
09
2019
O ECO. Caroços do açaí movem economias na Amazônia. Disponível em: https://oeco.org.br/reportagens/carocos-do-acai-movem-economias-na-amazonia/?utm_campaign=shareaholic&utm_medium=email_this&utm_source=email. Acesso em: 13 set. 2023.
O ECO
Caroços do açaí movem economias na Amazônia
Disponível em: https://oeco.org.br/reportagens/carocos-do-acai-movem-economias-na-amazonia/?utm_campaign=shareaholic&utm_medium=email_this&utm_source=email
13 set. 2023
2023
OLIVEIRA, F. A. C. et al. Portland cement clinker production using concentrated solar energy: a proof-of-concept approach. Solar Energy, v. 183, p. 677–688, maio 2019.
OLIVEIRA
F. A. C
Portland cement clinker production using concentrated solar energy: a proof-of-concept approach
Solar Energy
183
677
688
05
2019
OLIVEIRA, T. C. F.; DEZEN, B. G. S.; POSSAN, E. Use of concrete fine fraction waste as a replacement of Portland cement. Journal of Cleaner Production, v. 273, nov. 2020.
OLIVEIRA
T. C. F
DEZEN
B. G. S
POSSAN
E
Use of concrete fine fraction waste as a replacement of Portland cement
Journal of Cleaner Production
273
11
2020
PANAGIOTOU, T.; LEVENDIS, Y. A study on the combustion characteristics of PVC, poly(styrene), poly(ethylene), and poly(propylene) particles under high heating rates. Combustion and Flame, v. 99, n. 1, p. 53–74, out. 1994.
PANAGIOTOU
T.
LEVENDIS
Y.
A study on the combustion characteristics of PVC, poly(styrene), poly(ethylene), and poly(propylene) particles under high heating rates
Combustion and Flame
99
1
53
74
10
1994
PUERTAS, F.; BLANCO-VARELA, M. T. Empleo de combustibles alternativos en la fabricación de cemento. Efecto en las características y propiedades de los clínkeres y cementos. Materiales de Construcción, v. 54, n. 274, p. 51–64, jun. 2004.
PUERTAS
F.
BLANCO-VARELA
M. T.
Empleo de combustibles alternativos en la fabricación de cemento. Efecto en las características y propiedades de los clínkeres y cementos
Materiales de Construcción
54
274
51
64
06
2004
RAHMAN, A. et al. Recent development on the uses of alternative fuels in cement manufacturing process. Fuel, v. 145, p. 84–99, abr. 2015.
RAHMAN
A
Recent development on the uses of alternative fuels in cement manufacturing process
Fuel
145
84
99
04
2015
RAHMAN, A. et al. Assessment of energy performance and emission control using alternative fuels in cement industry through a process model. Energies, v. 10, n. 12, 2017.
RAHMAN
A
Assessment of energy performance and emission control using alternative fuels in cement industry through a process model
Energies
10
12
2017
ROADMAP TECNOLÓGICO DO CIMENTO. Potencial de redução das emissões de carbono da indústria de cimento brasileira até 2050. Disponível em: http://snic.org.br/noticias-ver.php?id=28. Acesso em: 21 dez. 2021.
ROADMAP TECNOLÓGICO DO CIMENTO
Potencial de redução das emissões de carbono da indústria de cimento brasileira até 2050
Disponível em: http://snic.org.br/noticias-ver.php?id=28
21 dez. 2021
2021
ROCHA, S. D. F.; LINS, V. de F. C.; SANTO, B. C. do E. Aspectos do coprocessamento de resíduos em fornos de clínquer. Engenharia Sanitaria e Ambiental, v. 16, n. 1, p. 1–10, mar. 2011.
ROCHA
S. D. F
LINS
V. de F. C
SANTO
B. C. do E
Aspectos do coprocessamento de resíduos em fornos de clínquer
Engenharia Sanitaria e Ambiental
16
1
1
10
03
2011
RODOLFO JUNIOR, A.; MEI, L. H. I. Mecanismos de degradação e estabilização térmica do PVC: a review. Polímeros, v. 17, n. 3, p. 263–275, set. 2007.
RODOLFO
A
JUNIOR
MEI
L. H. I
Mecanismos de degradação e estabilização térmica do PVC: a review
Polímeros
17
3
263
275
09
2007
RODRIGUES, F. A.; JOEKES, I. Cement industry: Sustainability, challenges and perspectives. Environmental Chemistry Letters, v. 9, n. 2, p. 151–166, jun. 2011.
RODRIGUES
F. A.
JOEKES
I
Cement industry: Sustainability, challenges and perspectives
Environmental Chemistry Letters
9
2
151
166
06
2011
ROSA, D. dos S. et al. Estudo do efeito da incorporação de plastificante de fonte renovável em compostos de PVC. Polímeros Ciência e Tecnologia, v. 23, n. 4, p. 570–577, 2013.
ROSA
D. dos S
Estudo do efeito da incorporação de plastificante de fonte renovável em compostos de PVC
Polímeros Ciência e Tecnologia
23
4
570
577
2013
SAVEYN, H. et al. Towards a better exploitation of the technical potential of waste-to-energy. Luxemburgo, 2016. Disponível em: https://publications.jrc.ec.europa.eu/repository/handle/JRC104013. Acesso em: 01 maio 2023.
SAVEYN
H.
Towards a better exploitation of the technical potential of waste-to-energy
Luxemburgo
2016
Disponível em: https://publications.jrc.ec.europa.eu/repository/handle/JRC104013
01 maio 2023
SCRIVENER, K. L.; JOHN, V. M.; GARTNER, E. M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cement and Concrete Research, v. 114, p. 2–26, dez. 2018.
SCRIVENER
K. L
JOHN
V. M
GARTNER
E. M
Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry
Cement and Concrete Research
114
2
26
12
2018
SELLITTO, M. A. et al. Coprocessamento de cascas de arroz e pneus inservíveis e logística reversa na fabricação de cimento. Ambiente & Sociedade, v. 16, n. 1, p. 141–162, mar. 2013.
SELLITTO
M. A
Coprocessamento de cascas de arroz e pneus inservíveis e logística reversa na fabricação de cimento
Ambiente & Sociedade
16
1
141
162
03
2013
SILVA, J. R.; LEITE, D. A. O uso do SPL nos processos industriais, uma solução sustentável. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 36., João Pessoa, 2016. Anais [...] João Pessoa, 2016.
SILVA
J. R.
LEITE
D. A.
O uso do SPL nos processos industriais, uma solução sustentável
ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 36
João Pessoa
2016
Anais [...]
João Pessoa
2016
SINGER, J. G. Combustion fossil power systems: a reference book on fuel burning and steam generation. 4th ed. New York: Combustion Engineering, 1993.
SINGER
J. G.
Combustion fossil power systems: a reference book on fuel burning and steam generation
4th ed.
New York
Combustion Engineering
1993
SINDICATO NACIONAL DA INDÚSTRIA DO CIMENTO. Números do setor. Disponível em: http://snic.org.br/numeros-do-setor.php. Acesso em: 16 fev. 2024.
SINDICATO NACIONAL DA INDÚSTRIA DO CIMENTO
Números do setor
Disponível em: http://snic.org.br/numeros-do-setor.php
16 fev. 2024
2024
SOUZA, C. D. R. de; D’AGOSTO, M. D. A. Análise dos custos logísticos aplicada à cadeia logística reversa do pneu inservível. TRANSPORTES, v. 21, n. 2, p. 38, ago. 2013.
SOUZA
C. D. R. de
D’AGOSTO
M. D. A
Análise dos custos logísticos aplicada à cadeia logística reversa do pneu inservível
TRANSPORTES
21
2
38
38
08
2013
STATISTA. Major countries in worldwide cement production in 2023. Disponível em: https://www.statista.com/statistics/267364/world-cement-production-by-country/#:~:text=China%20produces%20the%20most%20cement%20globally%20by%20a,a%20distant%20370%20million%20metric%20tons%20in%202022. Acesso em: 8 abr. 2024.
STATISTA
Major countries in worldwide cement production in 2023
Disponível em: https://www.statista.com/statistics/267364/world-cement-production-by-country/#:~:text=China%20produces%20the%20most%20cement%20globally%20by%20a,a%20distant%20370%20million%20metric%20tons%20in%202022
8 abr. 2024
2024
STENSENG, M. Pyrolysis and combustion of biomass. Lyngby: Technical University of Denmark, 2001.
STENSENG
M
Pyrolysis and combustion of biomass
Lyngby
Technical University of Denmark
2001
STRAZZA, C. et al. Resource productivity enhancement as means for promoting cleaner production: Analysis of co-incineration in cement plants through a life cycle approach. Journal of Cleaner Production, v. 19, n. 14, p. 1615–1621, set. 2011.
STRAZZA
C.
Resource productivity enhancement as means for promoting cleaner production: Analysis of co-incineration in cement plants through a life cycle approach
Journal of Cleaner Production
19
14
1615
1621
09
2011
SUBRAMANIAN, P. M. Plastics recycling and waste management in the US. Resources, Conservation and Recycling, v. 28, n. 3–4, p. 253–263, fev. 2000.
SUBRAMANIAN
P. M.
Plastics recycling and waste management in the US
Resources, Conservation and Recycling
28
3–4
253
263
02
2000
SUPRIYA, T. et al. Low-CO2 emission strategies to achieve net zero target in cement sector. Journal of Cleaner Production, v. 417, p. 137466, set. 2023.
SUPRIYA
T.
Low-CO2 emission strategies to achieve net zero target in cement sector
Journal of Cleaner Production
417
137466
137466
09
2023
TOKHEIM, L.-A. The impact of staged combustion on the operation of a precalciner cement kiln. Porsgrunn: Telemark University College, 1999.
TOKHEIM
L.-A
The impact of staged combustion on the operation of a precalciner cement kiln
Porsgrunn
Telemark University College
1999
TORRES, V. A.; LANGE, L. C. Rotas tecnológicas, desafios e potencial para valoração energética de resíduo sólido urbano por coprocessamento no Brasil. Engenharia Sanitaria e Ambiental, v. 27, n. 1, p. 25–30, fev. 2022.
TORRES
V. A.
LANGE
L. C.
Rotas tecnológicas, desafios e potencial para valoração energética de resíduo sólido urbano por coprocessamento no Brasil
Engenharia Sanitaria e Ambiental
27
1
25
30
02
2022
TSUBOUCHI, N. et al. Formation of hydrogen chloride during temperature-programmed pyrolysis of coals with different ranks. Energy & Fuels, v. 19, n. 2, p. 554–560, mar. 2005.
TSUBOUCHI
N
Formation of hydrogen chloride during temperature-programmed pyrolysis of coals with different ranks
Energy & Fuels
19
2
554
560
03
2005
UNIVERSIDADE FEDERAL DE SANTA CATARINA. Cimento. Disponível em: https://portalvirtuhab.paginas.ufsc.br/cimento/. Acesso em: 18 dez. 2023.
UNIVERSIDADE FEDERAL DE SANTA CATARINA
Cimento
Disponível em: https://portalvirtuhab.paginas.ufsc.br/cimento/
18 dez. 2023
2023
U.S. DEPARTMENT OF ENERGY. Hydrogen and fuel cells program: lower and higher heating values of hydrogen and fuels. Disponível em: http://hydrogen.pnl.gov/. Acesso em: 1 abr. 2024.
U.S. DEPARTMENT OF ENERGY
Hydrogen and fuel cells program: lower and higher heating values of hydrogen and fuels
Disponível em: http://hydrogen.pnl.gov/
1 abr. 2024
2024
VASSILEV, S. V. et al. An overview of the chemical composition of biomass. Fuel, v. 89, n. 5, p. 913–933, maio 2010.
VASSILEV
S. V
An overview of the chemical composition of biomass
Fuel
89
5
913
933
05
2010
VERDERA SOLUTIONS. Coprocessamento. Disponível em: https://www.verderasolutions.com.br/coprocessamento/. Acesso em: 19 dez. 2023.
VERDERA SOLUTIONS
Coprocessamento
Disponível em: https://www.verderasolutions.com.br/coprocessamento/
19 dez. 2023
2023
VOTORANTIM CIMENTOS. Environmental product declaration for cement CP V ARI. Disponível em: https://www.environdec.com/library/epd897. Acesso em: 12 jul. 2023a.
VOTORANTIM CIMENTOS
Environmental product declaration for cement CP V ARI
Disponível em: https://www.environdec.com/library/epd897
12 jul. 2023a
2023a
VOTORANTIM CIMENTOS. Environmental product declaration for cement CP III 40 RS. Disponível em: https://www.environdec.com/library/epd897. Acesso em: 12 jul. 2023b.
VOTORANTIM CIMENTOS
Environmental product declaration for cement CP III 40 RS
Disponível em: https://www.environdec.com/library/epd897
12 jul. 2023b
2023b
WANG, Z. et al. Investigation of the products of the incomplete combustion of waste plastics and techniques for their minimization. Industrial & Engineering Chemistry Research, v. 43, n. 12, p. 2873–2886, jun. 2004.
WANG
Z
Investigation of the products of the incomplete combustion of waste plastics and techniques for their minimization
Industrial & Engineering Chemistry Research
43
12
2873
2886
06
2004
WOJTACHA-RYCHTER, K.; KUCHARSKI, P.; SMOLINSKI, A. Conventional and alternative sources of thermal energy in the production of cement: an impact on co2 emission. Energies, v. 14, n. 6, mar. 2021.
WOJTACHA-RYCHTER
K.
KUCHARSKI
P.
SMOLINSKI
A.
Conventional and alternative sources of thermal energy in the production of cement: an impact on co2 emission
Energies
14
6
03
2021
WORLD BUSINESS COUNCIL FOR SUSTAINABLE DEVELOPMENT. Guidelines for co-processing fuels and raw materials in cement manufacturing. Disponível em: https://docs.wbcsd.org/2015/10/CSI_Co-Processing_Fuels_and_Raw_Materials.pdf. Genebra, 2014. Acesso em: 14 nov. 2022.
WORLD BUSINESS COUNCIL FOR SUSTAINABLE DEVELOPMENT
Guidelines for co-processing fuels and raw materials in cement manufacturing
Disponível em: https://docs.wbcsd.org/2015/10/CSI_Co-Processing_Fuels_and_Raw_Materials.pdf
Genebra
2014
14 nov. 2022
WORLD BUSINESS COUNCIL FOR SUSTAINABLE DEVELOPMENT. Technology Roadmap: low-Carbon transition in the cement industry. Genebra, 2018. Disponível em: https://www.wbcsd.org/contentwbc/download/4586/61682/1. Acesso em: 14 nov. 2022.
WORLD BUSINESS COUNCIL FOR SUSTAINABLE DEVELOPMENT
Technology Roadmap: low-Carbon transition in the cement industry
Genebra
2018
Disponível em: https://www.wbcsd.org/contentwbc/download/4586/61682/1
14 nov. 2022
Authorship
Vicente Bueno Verdiani Departamento de Ciências Ambientais | Universidade Federal de São Carlos | Rod. João Leme dos Santos (SP-264), Bairro do Itinga | Sorocaba – SP – Brasil | CEP 18052-780 | Tel.: (15) 3229-7464 | E-mail: vicente_verdiani@yahoo.com.br
Conceitualização
Curadoria de dados
Análise de dados
Pesquisa
Metodologia
Administração do projeto
Disponibilização de ferramentas
Validação de dados e experimentos
Redação do manuscrito original
Redação – revisão e edição
Universidade Federal de São Carlos. Sorocaba – SP – BrasilUniversidade Federal de São CarlosBrasilSorocaba, SP, BrasilUniversidade Federal de São Carlos. Sorocaba – SP – Brasil
Fábio Minoru Yamaji Departamento de Ciências Ambientais | Universidade Federal de São Carlos | E-mail: fmyamaji@ufscar.br
Análise de dados
Supervisão
Validação de dados e experimentos
Redação – revisão e edição
Universidade Federal de São Carlos. Sorocaba – SP – BrasilUniversidade Federal de São CarlosBrasilSorocaba, SP, BrasilUniversidade Federal de São Carlos. Sorocaba – SP – Brasil
Leonardo Lima Departamento de Ciências Ambientais | Universidade Federal de São Carlos | E-mail: leonardo.lima@estudante.ufscar.br
Supervisão
Redação – revisão e edição
Universidade Federal de São Carlos. Sorocaba – SP – BrasilUniversidade Federal de São CarlosBrasilSorocaba, SP, BrasilUniversidade Federal de São Carlos. Sorocaba – SP – Brasil
Gabriela Belini Departamento de Ciências Ambientais | Universidade Federal de São Carlos | E-mail: gabibelini@hotmail.com
Supervisão
Redação – revisão e edição
Universidade Federal de São Carlos. Sorocaba – SP – BrasilUniversidade Federal de São CarlosBrasilSorocaba, SP, BrasilUniversidade Federal de São Carlos. Sorocaba – SP – Brasil
Departamento de Ciências Ambientais | Universidade Federal de São Carlos | Rod. João Leme dos Santos (SP-264), Bairro do Itinga | Sorocaba – SP – Brasil | CEP 18052-780 | Tel.: (15) 3229-7464 | E-mail: vicente_verdiani@yahoo.com.br
Departamento de Ciências Ambientais | Universidade Federal de São Carlos | E-mail: fmyamaji@ufscar.br
Departamento de Ciências Ambientais | Universidade Federal de São Carlos | E-mail: gabibelini@hotmail.com
Editores:
Marcelo Henrique Farias de Medeiros e Eduardo Pereira
SCIMAGO INSTITUTIONS RANKINGS
Universidade Federal de São Carlos. Sorocaba – SP – BrasilUniversidade Federal de São CarlosBrasilSorocaba, SP, BrasilUniversidade Federal de São Carlos. Sorocaba – SP – Brasil
Universidade Federal de São Carlos. Sorocaba – SP – BrasilUniversidade Federal de São CarlosBrasilSorocaba, SP, BrasilUniversidade Federal de São Carlos. Sorocaba – SP – Brasil
Universidade Federal de São Carlos. Sorocaba – SP – BrasilUniversidade Federal de São CarlosBrasilSorocaba, SP, BrasilUniversidade Federal de São Carlos. Sorocaba – SP – Brasil
Universidade Federal de São Carlos. Sorocaba – SP – BrasilUniversidade Federal de São CarlosBrasilSorocaba, SP, BrasilUniversidade Federal de São Carlos. Sorocaba – SP – Brasil
Associação Nacional de Tecnologia do Ambiente Construído - ANTACAv. Osvaldo Aranha, 93, 3º andar, 90035-190 Porto Alegre/RS Brasil, Tel.: (55 51) 3308-4084, Fax: (55 51) 3308-4054 -
Porto Alegre -
RS -
Brazil E-mail: ambienteconstruido@ufrgs.br
rss_feed
Stay informed of issues for this journal through your RSS reader

 Thumbnail
Thumbnail
 Thumbnail
Thumbnail
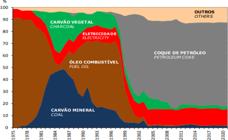 Thumbnail
Thumbnail
 Thumbnail
Thumbnail
 Thumbnail
Thumbnail
 Thumbnail
Thumbnail
 Thumbnail
Thumbnail
 Thumbnail
Thumbnail
 Fonte: adaptado de
Fonte: adaptado de  Fonte: adaptado de Mantegazza (2004).
Fonte: adaptado de Mantegazza (2004).
 Fonte:
Fonte:  Fonte: adaptado de Rahman et al. (2017).
Fonte: adaptado de Rahman et al. (2017).
 Fonte: adaptado de FLSmidth (2023).
Fonte: adaptado de FLSmidth (2023).
 Fonte: adaptado de
Fonte: adaptado de  Fonte: adaptado de “Panorama do Coprocessamento - Brasil 2022 (Ano base 2021) –
Fonte: adaptado de “Panorama do Coprocessamento - Brasil 2022 (Ano base 2021) – 