
Abstract
This study aimed to evaluate the use of ferronickel slag (FNS) as a complementary cementitious material in producing Portland cement. The cements were produced containing clinker, gypsum and FNS at 10%, 20% and 30% mass replacement levels, with a reference sample containing 20% limestone filler. The materials were ground and characterized using laser granulometry, specific mass, Blaine specific surface area, fineness, scanning electron microscopy (SEM) and X-ray fluorescence (XRF) tests. The gypsum content in the cements was determined by isothermal conduction calorimetry. To analyze the properties of the cements produced, called FNS-10, FNS-20, FNS-30, LF-20, physical, chemical and mechanical characterization was carried out, and the R3 test, standardized by C1897 (2020). The results of the cement tests were compared with the requirements of NBR 16697 (2018) “Portland Cement – Requirements”. In general, it was found that cements composed of FNS, at the three incorporation levels, presented values within the standard requirements, enabling the use of FNS in the production of Portland cements.
Keywords
Ferronickel slag; Supplementary cementitious material; Cement; Portland cement requirements
Resumo
Este estudo teve como objetivo avaliar a utilização da escória de ferroníquel (FNS) como material cimentício complementar na produção de cimentos Portland. Os cimentos foram produzidos contendo clínquer, gesso e FNS nos teores de 10%, 20% e 30% de substituição em massa, com uma amostra de referência contendo 20% de fíler calcário. Os materiais foram moídos e caracterizados por meio dos testes de granulometria a laser, massa específica, área superficial específica Blaine, finura, microscopia eletrônica de varredura (MEV) e fluorescência de raios X (FRX). O teor de gesso nos cimentos foi determinado por calorimetria de condução isotérmica. Para analisar as propriedades dos cimentos produzidos, denominados FNS-10, FNS-20, FNS-30, LF-20, foi realizada a caracterização física, química e mecânica e ensaio R3 (C189:2020). Os resultados dos ensaios nos cimentos foram comparados com os requisitos da NBR 16697 (2018) “Cimento Portland – Requisitos”. De forma geral, constatou-se que os cimentos compostos por FNS, nos três níveis de incorporação, apresentaram valores dentro dos requisitos da norma, possibilitando a utilização do material na produção dos cimentos Portland.
Palavras-chave
Escória de ferroníquel; Material cimentício suplementar; Cimento; Cimento Portland requisitos
Introduction
Estimates suggest that global Portland cement production in 2021 reached 4.4 billion tons (USGS, 2022), accounting for approximately 8% of total anthropogenic CO2 emissions (Habert et al., 2020; IEA, 2018). Apart from the excessive CO2 emissions generated during the production process, activities such as material transportation and limestone calcination demand high energy consumption, contributing to greenhouse gas emissions in cement production. In this regard, incorporating industrial waste as partial substitutes for clinker in cement production can offer advantages in terms of cement matrix characteristics and properties, as well as logistical, economic, and environmental benefits.
According to the “Cement Technology Roadmap Brazil 2050” project, created with the support of the International Energy Agency (IEA), Cement Sustainability Initiative (CSI), Brazilian Portland Cement Association (ABCP), and the National Union of the Cement Industry (SNIC), there is an expectation of reduced availability of blast furnace slag and fly ash in the long term. This will compel the construction sector to seek alternative solutions (SNIC, 2019). This suggests a window of opportunity and a need for research into other waste materials.
In this context, ferro-nickel slag (FNS) emerges as a promising material due to its physical-chemical characteristics and high production volume. FNS is an industrial byproduct generated in the production process of ferro-nickel alloys, primarily composed of SiO2, MgO, and Fe2O3, with its amorphous content exceeding 50% (Komnitsas; Zaharaki; Bartzas, 2013). Due to the low nickel content in the ore, approximately 1 to 2% (Saha; Khan; Sarker, 2018), this material is produced in substantial quantities, around 14 tons of FNS for every ton of alloy (Saha; Sarker, 2016).
Data from the Brazilian national industry indicates that plants in Barro Alto and Niquelândia (State of Goiás, Brazil) generate approximately 2,000,000 tons of FNS annually. Currently, an estimated 25 million tons of slag are stockpiled in these cities, posing a challenge for companies in terms of adding value to this material, often leading to stockpiling in yards or disposal in landfills.
In addition to the need to utilize this byproduct, it has been observed that its use as an aggregate improves properties in both the fresh state (higher fluidity) and the hardened state (compressive, tensile, and flexural strength) of mixtures with up to 50% replacement of fine aggregate with ferro-nickel slag (Saha; Skarker, 2017a, 2017b, 2017c; Sakoi et al., 2013; Shoya et al., 1999). However, a greater tendency to exhibit durability problems has been noted due to increased susceptibility to alkali-aggregate reaction, particularly in slags with rapid cooling (Saha; Skarker, 2016). Thus, using FNS as fine aggregate in concrete production has advantages, but limitations, relating to its reactivity with alkalis in the cement matrix.
Paradoxically, being reactivity necessary for its use as a supplementary cementitious material, literature reports the use of FNS as a binder in concrete and mortar production. Several authors have evaluated the chemical, physical, mineralogical, mechanical, and durability properties of mortar and concrete samples with FNS (Zhou; Shi, 2021; Liu et al., 2020; Cho; Kim; Lee, 2020; Kim; Lee; Ann, 2019; Wu et al., 2018; Rahman et al., 2017; Huang; Wang; Shi, 2017; Lemonis et al., 2015).
It was observed that mass substitution of cement by FNS increased the degree of polymerization of silica gel C-S-H (hydrated calcium silicate) and improved concrete resistance to chloride ion penetration (Cho; Kim; Lee, 2020).
According to Katsiotis et al. (2015), adding FNS mass to produce pastes and mortars delayed the hydration rate in the early stages. However, at later ages, the dissolution of the amorphous silicate matrix in the alkaline environment of the hydrated cement was observed, reacting with Portlandite to form secondary C–S–H, contributing to increased strength at later ages (Katsiotis et al., 2015). The formation of secondary C–S–H was also reported in Kim, Lee and Ann (2019) and Rahman et al. (2017).
Rahman et al. (2017) reported that concretes produced with cement containing FNS showed greater compressive strength development at ages beyond 28 days. The same phenomenon was observed in concretes and mortars studied by Zhou and Shi (2021), Cho, Kim and Lee (2020), You et al. (2019), and Lemonis et al. (2015).
Based on the results obtained in studies that used FNS as a supplementary cementitious material in the production of concrete and mortar, there is a consensus in the literature regarding improving some cementitious material properties when compared to the reference mixture. These include reduced expansibility, lower water demand, increased compressive strength at ages beyond 28 days, and a reduced peak in initial hydration, decreasing the risk of thermal cracking (Zhou; Shi, 2021; Liu et al., 2020).
While the results from studies using FNS as a partial replacement for cement in mortar and concrete production support its use, there is a lack of literature addressing the production of composite Portland cement with FNS and material characterization for this specific purpose. It is worth noting that the replacement of Portland cement with FNS in mortars or concretes may be influenced by the individual characteristics of each mixture, such as the presence of other additives and sulfate balancing.
When in contact with water, the reaction of C3A (tricalcium aluminate) is controlled by the presence of sulfates, allowing the hydration of C3S (tricalcium silicate). Aluminates’ dissolution resumes when sulfates are depleted in the solution, resulting in a new peak of C3A reactions and ettringite formation (Scrivener; Juilland; Monteiro, 2015).
In this regard, the importance of sulfate balancing in cements by adding gypsum to optimize the setting time without interfering with the mechanical strength of cementitious materials is emphasized (Mohammed; Safiullah, 2018).
According to the studies by Mohammed and Safiullah (2018), when incorporating an unbalanced material as a partial substitute for an already balanced cement, the incorporation may interfere with the mechanical behavior and setting time of cementitious products, necessitating a new sulfate balancing in the mixture.
Recognizing this gap, an analysis of FNS from a rotary kiln furnace at the Barro Alto plant in Goiás, Brazil, was conducted to produce composite Portland cement and evaluate its properties based on the requirements described in the Brazilian cement standard - NBR (ABNT, 2018).
Materials And Methods
Clinker, gypsum, FNS, and limestone filler were used to manufacture the composite cements. The substitution of FNS and limestone filler was done by mass percentage at 10%, 20%, and 30% for FNS, a sample with 20% limestone filler, denoted as FNS-10, FNS-20, FNS-30, and LF-20, respectively.
The batch of FNS used in this research was provided by a steel company located in the center-west region of Brazil. The ores are of the laterite type with 2% to 3% nickel and of the rotary electric furnace method (RKEF) is used to produce ferronickel alloys. The alloys comprise 65% Fe and 35% Ni and are mainly used for steel processing. Limestone filler was chosen as the comparative material because it is an inert addition. Therefore, the results of tests on cements with this addition will be used as a reference to identify the behavior of FNS in cement tests. The material was collected in the southeast region of Brazil.
A Brazilian cement manufacturer supplied the clinker and gypsum (CaSO4.2H2O) used in this research.
The tests conducted with FNS and the manufactured cements were divided into three blocks.
The first block of tests was carried out after grinding and homogenizing the materials, aiming for physical and chemical characterization through XRF, laser granulometry, apparent specific mass, SEM (scanning electron microscopy), EDS (Energy Dispersive Spectroscopy), and specific Blaine surface area tests for each material separately.
In the second block, the isothermal calorimetry test was performed based on C1679 (ASTM, 2017) to determine the optimal gypsum content for producing cements with FNS and limestone filler, thus creating the composite cements.
In the third block of tests, chemical, physical, mechanical, and mineralogical characterization of Portland cements with the substitute materials were conducted, and the results were compared with the requirements of NBR 16697 (ABNT, 2018).
Figure 1 presents the detailed flowchart illustrating the adopted methodological process for developing the research.

First testing block: grinding and material characterization
Initially, due to the particle size of the samples, it was necessary to crush the clinker and gypsum provided by the cement company before grinding. The crushing of materials aimed to reduce the particle size of the samples and enhance mill efficiency, thereby reducing the overall grinding time.
The materials were crushed in a jaw-type mill and sieved through a #4 sieve with an opening of 4.76 mm.
After passing through the jaw mill, the clinker, gypsum, and slag were ground in a 600x600 mm ball mill filled with metallic spheres weighing approximately 50 kg. After grinding, the materials were sieved through a 75 µm sieve to remove larger grains, aiming for greater material uniformity.
To avoid the fine effect on results caused by the difference in fineness of clinker replacement materials (FNS and limestone filler), the grinding time for the slag was determined to achieve similar fineness to the filler. Therefore, using the Blaine fineness test conducted on samples taken from the mill every 30 minutes, the grinding times for clinker and FNS were established as 2 hours and 30 minutes and 6 hours, respectively. The limestone filler provided by SB Mineração was supplied ground with a Blaine fineness of 5719 cm²/g.
Once the materials were grounded, tests for specific mass, specific Blaine surface area, and XRF were conducted. The chemical and physical characteristics of the materials can be seen in Table 1.
The levels presented for limestone filler and clinker were determined in a sample melted with sodium tetraborate and lithium, in the CIM-1 (Cement) and CAC-2 (Limestone) calibration, relating to quantitative analysis by comparison with materials reference certificates. The FNS and gypsum samples were pressed in the STD-1 calibration (Standardless), relating to the analysis without standards of chemical elements included between the fluorine and uranium. The tests were carried out on an X-ray fluorescence spectrometer, Malvern Panalytical, Zetium model. Loss on ignition (L.O.I) was carried out at 1020 °C for 2h.
From the quantitative analysis of oxides, it is observed that CaO, SiO2, and Al2O3 were the main compounds present in clinker, and SiO2, MgO and Fe2O3, in FNS. These findings align with the literature (Zhou; Shi, 2021; Liu et al., 2020; Cho; Kim; Lee, 2020; Kim; Lee; Ann, 2019; Wu et al., 2018; Rahman et al., 2017; Huang; Wang; Shi, 2017; Lemonis et al., 2015; Usón et al., 2013).
Gypsum showed a predominance of SO3 and CaO, while limestone filler was primarily composed of CaO.
Relating the fire losses of materials, limestone filler was the material with the greatest fire loss, followed by gypsum and clinker. Clinker had low fire losses, while FNS had mass gains.
The particle size distribution of each material was determined using laser granulometry, identifying the characteristic mean diameters corresponding to 10%, 50%, and 90% (D10, D50, D90) of the cumulative curve. This test was carried out dry using Bettersizer S3 Plus laser granulometer. The granulometric curves and the diameters can be seen in Figure 2 and Table 2.

The microstructural characterization was performed using scanning electron microscopy (SEM), an efficient method for analyzing the morphology of particles in a material. The grain morphology was analyzed in three properties: angularity, shape, and roughness. SEM images of Portland cement are presented in Figure 3, of limestone filer in Figure 4 and of FNS in Figure 5.



From the visual analysis of the images obtained through SEM, it can be inferred that the ground FNS particles are not very angular and show some similarity to clinker particles. However, comparing the grain images obtained in Figure 5(d) with Figure 3(d), it can be observed that the slag has a more rounded shape, as reported by Sarker et al. (2021), and a rougher texture on its surface. All these materials are ceramic ground ones, thus they have sharp edges and the finest particles are agglomerated on the biggest ones.
The R3 test standardized by C1897 (ASTM, 2020) was carried out to evaluate the reactivity of FNS and limestone filler. The pastes composed of SCMs, calcium hydroxide, calcium carbonate, potassium sulfate and potassium hydroxide were cured at 40 ºC for 7 days. The proportion of materials is described in Table 3.
The powder materials were homogenized manually for 4 minutes. Afterwards, the potassium solution, consisting of 1L of distilled water, 4 g of potassium hydroxide and 20 g of potassium sulfate, was prepared. Then, the powdered materials and the solution were placed in an oven at 40 ºC for 24 h. On the day of mixing, the materials were kept warm at 40 ºC using a heating plate until the exact moment of mixing. Finally, the solution was added to the dry mixture in appropriate proportions and the paste was mixed using the high shear mixer. Around 15 g of the mixture was taken to the calorimeter at 40 °C for 168 hours, where the heat release was monitored.
Equation 1 was used to calculate the heat release (Hsc™) given as a result of this test.
Where:
H = Cumulative heat release (H) from 75 min to 168 h after the start of mixing. According to the standard, the calculation of cumulative heat release is started 75 min after mixing to allow enough time for the paste and container to equilibrate at 40 ºC inside the calorimeter; and
mp = Paste mass.
Second testing block: sulfate balancing and cement manufacturing
Sulfate balancing involves adjusting the calcium sulfate content in cementitious mixtures. As mentioned in the introduction, sulfate balancing in cement manufacturing is of utmost importance for properly materials.
The C1679 standard (ASTM, 2017) includes sulfate adjustment using the heat release method through isothermal calorimetry and compressive strength, as there is a strong correlation between the data obtained for ages between 1 and 7 days. According to American standards, the optimal content is the one that produces higher strength within 24 hours and lower shrinkage under normal conditions. Frølich, Wadsö and Sandberg (2016) suggest using calorimetry due to the easy and quick data acquisition, not requiring a high material consumption.
Isothermal conduction calorimetry is a test that analyzes the heat release rate from a specific sample over time (Agostinho et al., 2020). This technique is widely used in studies analyzing the hydration kinetics and behavior of different cements and supplementary materials.
According to Scrivener, Snellings, and Lothenbach (2016), calorimetry measures the heat production of a sample, providing a way to study cement hydration. By employing this technique, the speed of hydration reactions can be evaluated in a simplified and efficient manner over time through heat evolution curves (Agostinho, 2021).
In this research, the isothermal conduction calorimetry test was adopted, following the procedures of the American standard C1679 (ASTM, 2017). This test determined the optimal gypsum substitution content for cement production.
The gypsum content was evaluated in pastes with a water/binder ratio of 0.35 kg/kg in all three cement samples.
For each sample, the heat of hydration was measured, and to determine the optimal gypsum content, the calorimetric curves of the samples for each gypsum content in the first 20 hours of hydration were overlaid, interpreting the optimal content visually based on the behavior of each sample. The curves indicative of the C3A rehydration (Scrivener; Juilland; Monteiro, 2015) were relevant for analysis.
After determining the optimal gypsum content for sulfate balancing, the materials were homogenized, and the cements were produced at specific content levels as per the FNS-10, FNS-20, FNS-30, and LF-20 samples.
Third testing block: cement production and characterization
With the produced cements, the third testing block commenced.
The chemical compositions of the cements were identified through X-ray fluorescence (XRF) analysis, like that of the materials, using an X-ray fluorescence spectrometer by SHIMADZU - model: EDX720/800HS, with a 10 mm collimator, vacuum atmosphere, measurement range from 11Na to 92 U, 50 kV and 100 μA rhodium tube, with a Si (Li) detector, and powder samples up to 300 mm in diameter and 150mm in height. The Blaine specific surface area was measured by NBR 16372 (ABNT, 2015b), and the specific mass according to NBR 16605 (ABNT, 2017).
Following the characterization of the cements, the tests outlined in NBR 16697 (ABNT, 2018) and other tests from the methodological flowchart were initiated to evaluate the viability of cements with FNS. Table 4 provides information about the tests that were conducted.
The results of the tests in Table 4 for FNS-10, FNS-20, and FNS-30 cements were compared with the results of LF-20 and with the limits specified in NBR 16697 (ABNT, 2018). The Brazilian standard establishes requirements and guidelines for common cements commercialized in Brazil, including CP II–E and CP III, which contain blast furnace slag in the range of 6% to 34% and 35% to 75%, respectively. It is anticipated that the allowed blast furnace slag content in CP II–E aligns with the levels of ferronickel slag used in this research. Hence, greater emphasis was given to the CP II–E standard requirements. The chemical, physical, and mechanical requirements outlined in NBR 16697 (ABNT, 2018) for CP II–E and CP III cements can be seen in Tables 5 and 6.
Although there is a correlation between the high content of MgO and the expansibility of cementitious mixtures, the Brazilian standard only specifies a limit of 6.5% at MgO for type I and V cements, without providing specifications for other types of cement.
The results of FNS samples studied by various authors showed that magnesium is present in the form of forsterite, not as free MgO (Zhou; Shi, 2021; Liu et al., 2020; Peng et al., 2019; Kim; Lee; Ann, 2019; Rahnman et al., 2017).
Saha, Khan and Sarker (2018) produced a review article with various studies using FNS as aggregate and binder in producing common concretes and polymer concretes. After chemical and mineralogical analysis of the samples studied, it was identified that the MgO present in FNS is in crystalline and highly stable in hydration reactions.
Cho, Kim and Lee (2020) suggest that alloys different sources and manufacturing processes produce slags with different chemical compositions but similar morphology. Therefore, it is important not to mistake MgO in FNS for free MgO, as MgO in FNS is present in crystalline phases such as enstatite, forsterite, fayalite, diopside, and spinel (Cho; Ann, 2020; Lemonis et al., 2015; Yang; Yao; Zhang, 2014).
In this sense, it is necessary to determine the real effect of the high magnesium content on the expansion of cementitious materials with slag through expansion tests (Mo; Deng, 2010).
Results and discussions
Isothermal conduction calorimetry
The heat flow behavior during the initial hydration period of the three pastes, with compositions equivalent to the LF-20, FNS-20, and FNS-30 blends, respectively, was studied to determine the optimal gypsum content to be used in the cements for the third block of tests in the research. The study was based on the determinations by Mehta and Monteiro (2008), considering a standard gypsum content for normally retarded cements in the range of 5% to 6%.
The test assessed the gypsum content at which the mixture exhibited calorimetric behavior like what is expected in common Portland cements, based on the heat release rate analysis during the isothermal conduction calorimetry test in the first 20 hours.
Pastes LF-20 and FNS-20 had gypsum contents varying by 0.5%, from 4.5% to 6.5%, and a mixture without gypsum addition (STD). The calorimetric curves are shown in Figure 6 and Figure 7.

Heat release rate obtained by isothermal conduction calorimetry for paste LF-20 (20% limestone filler and 80% clinker)

Heat release rate obtained by isothermal conduction calorimetry for paste FNS-20 (20% FNS and 80% clinker)
Paste FNS-30, containing 70% clinker and 30% FNS, had the gypsum content varying by 0.5% between 5.5% and 6.5%, and a sample without gypsum addition (FNS-30 STD), with the results shown in Figure 8.

Rate of heat released obtained by isothermal conduction calorimetry for paste FNS-30 (30% FNS, 70% clinker)
As discussed in the literature review, upon contact with water, the reaction of C3A is immediate and controlled by the presence of sulfates, allowing for the hydration of C3S. After the depletion of sulfates in the solution, the dissolution of aluminates resumes, generating a new peak of C3A reactions and the formation of ettringite (Scrivener; Juilland; Monteiro, 2015). This second peak of C3A dissolution is depicted in Figure 9, illustrating Portland cement’s typical heat flow curve. This same concept was used as a reference for determining the gypsum content used in this study.

In this context, it is desired that the second peak of heat release, caused by the hydration of C3A, occurs after the peak of heat release related to the hydration of C3S.
In the study and in the graph in Figure 8, it is observed that the resumption of C3A dissolution occurs around 10 hours of hydration. Thus, it can be seen in the three mixtures with cements LF-20, FNS-20, and FNS-30, the gypsum content of 5.5% most closely resembles the curve by the literature. This determination is affirmed considering the behavior of the heat flow curves for the mixtures with 5.5% gypsum, where the first peak is higher than the second, and the latter occurs around 10 hours after the start of hydration, where a change in the direction of the hydration curve is observed.
It is interesting to note that despite the absence of gypsum accelerating the C3A reaction, this absence resulted in lower peaks of heat release in the three samples. This can be explained by the fact that the presence of sulfate ions alters the morphology of C-S-H and increases the ionic strength in the pore solution, accelerating the hydration of C3S as verified by Andrade Neto et al. (2022a, 2022b). Despite variations in the amount of sulfates in commercial cements, depending on the quantity and type of C3A present in each, the value identified in the study is consistent with the levels reported by authors such as Mehta and Monteiro (2014), describing the range between 5% and 6% gypsum for normally retarded Portland cements.
Based on the analysis of the graphs and the concepts of Mehta and Monteiro (2014) and Scrivener, Juilland, and Monteiro (2015), a gypsum content of 5.5% was adopted for all paste and mortar mixtures. The calorimetric behavior of the 3 pastes containing 5.5% gypsum can be evaluated in Figure 10.

Heat release rate by isothermal conduction calorimetry of pastes FL-20, FNS-20, and FNS-30 containing 5.5% gypsum
Chemical and physical composition of cements
The specific masses, Blaine-specific surface area, and chemical composition of the cements can be seen in Table 7.
The procedure for conducting tests on cements followed the same procedure on separate materials in Table 1.
Residue on sieve 200# (75 µm)
The cements were manually sieved for the 200# sieve residue test following the guidelines outlined in NBR 11579 (ABNT, 2013) and NBR 15894-3 (ABNT, 2010). The results are presented in Table 8.
It can be observed that with the increase in FNS incorporation, the percentage of material retained on the 200# sieve decreased. On the other hand, the sample with limestone filler showed the lowest rate of retained material. These results can be attributed to the greater granulometric uniformity of the filler and the higher Blaine-specific area of the substitute materials, compared to the clinker. The test also indicates that there were no hydration reactions in the cements. All results are within the approved range compared to the limit of ≤ 10% material retained on the 200# sieve, as described in NBR 16697 (2018).
Normal consistency pastes and setting time
The effects of clinker substitution by limestone filler and FNS on initial and final setting times and water demand for normal consistency paste are depicted in Figure 11. A gradual decrease in water consumption is observed in the analysis regarding CP10, CP20, and CP30 cements. The reduction in water demand in these mixtures may be related to the higher amount of FNS in the cement composition. A factor influencing the cement hydration process could be the reactivity of its constituents, given that FNS has lower reactivity than clinker. This factor is also noticeable in prolonging initial and final setting times with the addition of FNS. The sample with a higher clinker content (FNS-10) showed a shorter initial and final setting time, while the sample with a lower clinker content (FNS-30) experienced an extension of these times. Comparing the 20% limestone filler sample (LF-20) with the 20% FNS sample (FNS-20), it can be observed that the slag cement has a shorter initial and final setting time, indicating higher hydration interaction.

According to some authors, cementitious materials with higher fineness require more water for hydration reactions to occur, as there would be more contact with hydration surfaces (Aiqin; Chengzhi; Ningsheng, 1999; Sajedi; Razak, 2011). This behavior is not evident in the results due to the proximity of the specific surface areas adopted in the grinding process, precisely to prevent the fine effect, making only the hydration reactions of each material apparent in the experiments. Therefore, it can be stated that the reactivity of the materials.
In the analysis, it can be inferred that the gradual introduction of FNS in substituting clinker caused a delay in the initial and final setting times and reduced the water demand for normal consistency paste. This result aligns with the findings of Lemonis et al. (2015), Rahman et al. (2017), and Kim, Lee and Ann (2019) who observed similar phenomena with the addition of the waste.
According to Ambrozewicz (2012), Brazilian cements are classified as normal setting cements, with an initial setting time exceeding 60 minutes. Accordingly, depending on the application needs, the setting times can be adjusted using setting-retarding additives. The requirement standard (ABNT, 2018) stipulates the initial setting time to be 60 minutes or more. With the obtained results, all cement samples meet the requirements set by the standard.
Expansibility
The results of the expansibility tests were obtained with normal consistency paste, as specified by NBR 11582 (ABNT, 2016). It can be observed in Table 9 that the results for hot expansibility meet the requirements of the standard, which sets the limit at 5 mm.
Measurements of hot expansibility in pastes of composite cements incorporating FNS and in the reference cement, cast in Le Chatelier needles
The results suggest that the levels of free lime or free magnesium are controlled, since elevated levels of these compounds, when combined with water, are the main factors responsible for expansive behavior in cement (Ambrozewicz, 2012). The findings also suggest that the magnesium oxide present in FNS is crystalline, inert and irrelevant for expansibility analysis (Mo; Deng, 2010). The obtained results align with those of Zhou and Shi (2021), Liu et al. (2020), Cho, Kim and Lee (2020), Wu et al. (2018), and Rahnman et al. (2017).
Loss on ignition
The LOI test is based on the NBR 17086-6 (ABNT, 2023a) standard. The results are presented in Table 10.
The results in Table 10 indicate that the cements with slag show a loss on ignition within the requirements set by NBR 16697 (ABNT, 2018) for CP II - E class (≤ 8.5%).
Regarding the LOI results of the composite cements, it can be observed that LF-20, with 20% limestone filler, showed the highest loss of 9.451%, while the other cements showed a gradual decrease with the incorporation of FNS. This result can be explained by the fact that limestone filler and gypsum have not been subjected to the kiln process and are subject to decomposition, unlike FNS and clinker, which are produced after a calcination process.
Insoluble Residue (RI)
The tests to determine the Insoluble Residue (RI) were conducted at LEMAC - UFES following the NBR 17086-9 standard (ABNT, 2023b). Results are presented in Table 11.
According to Table 11, it can be stated that the sample containing 20% limestone filler showed the lowest value of insoluble residue, while the samples containing FNS showed higher values of insoluble residue. However, there was no significant increase in the cement composition with the increase of FNS. All values were above the reference value but within the limit set by the norm for CP II-E.
Mechanical characterization in mortars
The mechanical characterization, performed through the compressive strength test on mortar, followed the procedure outlined in NBR 7215 (ABNT, 2019).
Four cylindrical specimens were cast for each CPref, CP10, CP20, and CP30 cements age. The specimens were molded with dimensions of 5 x 10 cm, and tested at ages of 3, 7, 28 and 91 days.
Compressive strength was calculated by averaging the individual strengths of the 4 specimens tested for each age and reference and the average strength graph was plotted to analyze the results (Figure 12).
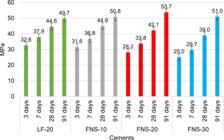
In comparing results obtained for FNS-10, FNS-20 and FNS-30 samples with the LF-20 sample, the cements containing FNS presented lower resistance values at the ages of 3, 7 and 28 days, when compared to the LF-20 cement. However, it is possible to observe that the differences between strengths decrease as age increases until 91 days, where samples containing FNS exceed the strength of FL-20 cement.
As seen in the bibliography, the authors point out a lower hydraulic activity of cements containing FNS at ages up to 28 days, but hydraulic activity increases at higher ages (Zhou; Shi, 2021; Liu et al., 2020; Cho; Kim; Lee, 2020; Zhou; Shi, 2021; Liu et al., 2020; Cho; Kim; Lee, 2020; Wu et al., 2018; Rahnman et al., 2017). The same can be observed when comparing the percentage of resistance gain in the CPref sample from 28 days to 91 days, 11.5%, while in samples CP10, CP20 and CP30 the gains were 13.2%, 27.5% and 30.78%. The results suggest a greater gain in resistance over time, as the FNS content in the cements increases.
In absolute numbers, at 28 days the LF-20 sample presents resistance equal to the FNS-10 sample and 5.78% and 14.40% greater than FNS-20 and FNS-30, while at 91 days the strengths of cements containing FNS are higher than that of the LF-20 reference cement, the most significant difference being that of FNS-20 cement with 7.50% greater resistance than FL-20 cement.
In this sense, it is possible to state that in 28 days there is a reduction in the compressive strength of the mortars as the FNS in the cement composition increases, with this reduction being increased with the replacement level (20% and 30%). On the other hand, at 91 days the strength of the samples containing FNS was all higher than the LF-20 cement sample, with the cement with 20% FNS being the sample with the highest final strength.
The results of compressive strength in mortar using FNS-10, FNS-20 and FNS-30 are by the requirements of NBR 16697 (ABNT, 2018) and with the results presented by the authors (Zhou; Shi, 2021; Liu, 2020; Cho; Kim; Lee, 2020; Wu et al., 2018; Rahnman et al., 2017).
R3 test results
The heat release values of the tested materials, FNS and limestone filler, are compared in Figure 13. The reactivity limit for the 7-day heat release in the R3 test was proposed in this study as 100 J/g SCM.

The limestone filler was inert, with a heat release value (15.83 J/g SCM) below the reactivity limit. FNS, on the other hand, presented a heat release value of 144.06 J/g SCM, which can be considered as a reactive SCM for this test. These results may explain the high gains in compressive strength after 28 days, even in the sample containing 30% FNS in the composition.
Conclusions
The following conclusions can be drawn based on study:
-
all cement samples containing FNS presented values that meet the standard criteria, enabling the use of FNS in the Portland cements in this study;
-
the predominant characteristics of cements containing FNS were finer particles, lower loss on ignition, prolonged start and end setting times, lower water consumption for the normal consistency and lower expandability;
-
while FNS-10 cement presented resistance equivalent to CPref cement, after 28 days of hydration, in CP20 and CP30 cements, the resistances were lower than CPref cement. However, at 91 days, a greater resistance was observed in samples containing FNS compared to CPref. While the CPref sample increased its resistance by 11.5% at ages from 28 to 91 days, the resistance gains in samples CP10, CP20 and CP30 were 13.2%, 27.5%, 30.77% in the same period, suggesting greater hydraulic activity of cements containing FNS at advanced ages;
-
although samples FNS-10 and FNS-30 presented all results within the NBR 16697 (ABNT, 2018) standard, FNS-20 cement was considered the optimal grade in this research. The specification resistance test was fundamental to this decision, as FNS-30 cement falls into the 32 MPa cement class and FNS-20 cement falls into the 40MPa class at 28 days; and
-
the results of this research were considered promising for the use of FNS as a supplementary cementitious material. According to this research, it was identified that FNS meets the Brazilian cement standard, attesting to its viability as a mineral addition, in order to guarantee the availability of potential materials as cement addition.
Acknowledgments
The authors would like to thank FAPES (Fundação de Amparo à Pesquisa e Inovação do Espírito Santo) for providing the scholarships that supported this work.
References
- AGOSTINHO L. B. Análise microestrutural de pastas de cimento portland de alta resistência contendo polímero superabsorvente e nanosílica Brasília, 2021. Tese (Doutorado em Estruturas e Construção Civil) - Universidade de Brasília, Brasília, 2021.
- AGOSTINHO, L. B. et al. Análise calorimétrica de pastas de cimento Portland contendo polímero superabsorvente (SAP) e nanopartículas de sílica (NS). Revista Matéria, v. 25 , n. 4, 2020.
- AIQIN, W.; CHENGZHI, Z.; NINGSHENG, Z. The theoretic analysis of the influence of the particle size distribution of cement system on the property of cement. Cement and Concrete Materials, v. 29, p. 1721–1726, 1999.
- AMBROZEWICZ, P. H. L. Materiais de Construção. São Paulo: Pini, 2012.
- AMERICAN SOCIETY FOR TESTING AND MATERIALS. C1679: standard practice for measuring hydration kinetics of hydraulic cementitious mixtures using isothermal calorimetry. West Conshohocken, 2017.
- AMERICAN SOCIETY FOR TESTING AND MATERIALS. C1897: standard test methods for measuring the reactivity of supplementary cementitious materials by isothermal calorimetry and bound water measurements. West Conshohocken, 2020.
- ANDRADE NETO, J. S. et al. Hydration and interactions between pure and doped C3S and C3A in the presence of different calcium sulfates. Cement and Concrete Research, v. 159, p. 106893, set. 2022a.
- ANDRADE NETO, J. S. et al. Hydration of C3S and Al-doped C3S in the presence of gypsum. Cement and Concrete Research, v. 152, p. 106686, fev. 2022b.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 11579: cimento Portland: determinação da finura por meio da peneira 75 μm (n° 200) - Método de ensaio. Rio de Janeiro, 2013.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 11582: cimento Portland: determinação da expansibilidade de Le Chatelier. Rio de Janeiro, 2016.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15894-3: metacaulim para uso com cimento Portland em concreto, argamassa e pasta: parte 3: determinação da finura por meio da peneira 45 µm. Rio de Janeiro, 2010.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 16372: cimento Portland e outros materiais em pó: determinação da finura pelo método de permeabilidade do ar (método de Blaine). Rio de Janeiro, 2015b.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 16605: cimento Portland e outros materiais em pó: determinação da massa específica. Rio de Janeiro, 2017.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 16606: cimento Portland: determinação dos tempos de pega. Rio de Janeiro, 2018b.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 16607: cimento Portland: determinação da pasta de consistência normal. Rio de Janeiro, 2018a.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 16697: cimento Portland: requisitos. Rio de Janeiro, 2018.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 17086-6: cimento Portland: análise química: parte 6: determinação da perda ao fogo. Rio de Janeiro, 2023a.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 17086-9: cimento Portland: análise química: parte 9: análise química para cimento Portland com adições de materiais pozolânicos. Rio de Janeiro, 2023b.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 7215: cimento Portland: determinação da resistência à compressão de corpos de prova cilíndricos. Rio de Janeiro, 2019.
- CHO J.; ANN, K. Y. A study on the hydration characteristics and fundamental properties of ternary blended cement using ferronickel slag and fly ash. Journal of the Korea Concrete Institute, v. 32, n. 1, p. 27–35, 2020.
- CHO, W. J.; KIM, M. J.; LEE, D. S. V. Characterization of Portland Cement Incorporated with FNS. Advances in Materials Science and Engineering, v. 2020, 2020.
- FRØLICH, L.; WADSÖ, L.; SANDBERG, P. Using isothermal calorimetry to predict one day mortar strengths. Cement and Concrete Research, v. 88, p. 108–113, 2016.
- HABERT, G. et al. Environmental impacts and decarbonization strategies in the cement and concrete industries. Nature Reviews Earth & Environment, v. 1, n. 11, p. 559-573, 2020.
- HUANG, Y.; WANG, Q.; SHI, M. Characteristics and reactivity of ferronickel slag powder. Construction and Building Materials, v. 156, p. 773-789, 2017.
- INTERNATIONAL ENERGY AGENCY. Technology Roadmap: low-carbon transition in the cement industry. Paris: IEA, 2018.
- KATSIOTIS, N. S. et al. Utilization of ferronickel slag as additive in Portland cement: a hydration leaching study. Waste and Biomass Valorization, v. 6, p. 177-189, 2015.
- KIM, H.; LEE, C. H.; ANN, K. Y. Feasibility of ferronickel slag powder for cementitious binder in concrete mix. Construction and Building Materials, v. 207, p. 693–705, 2019.
- KOMNITSAS, K.; ZAHARAKI, D.; BARTZAS, G. Effect of sulphate and nitrate anions on heavy metal immobilization in ferronickel slag geopolymers. Applied Clay Science, v. 73, p. 103-109, 2013.
- LEMONIS, N. et al Hydration study of ternary blended cements containing ferronickel slag and natural pozzolan. Construction and Building Materials, v. 81, p. 130-139, 2015.
- LIU, X. et al. Study on the durability of concrete with FNS fine aggregate. Journal of Hazardous Material, v. 381, 2020.
- MEHTA, P. K.; MONTEIRO, P. J. M. Concrete: microstructure, properties, and materials. 3th . São Paulo: Pini, 2008.
- MEHTA, P. K.; MONTEIRO, P. J. M. Concreto: microestrutura, propriedades e materiais. 2. ed. São Paulo: IBRACON, 2014.
- MO, L.; DENG, M., Potential approach to evaluating soundness of concrete containing MgO-based expansive agent. ACI Materials Journal, v. 197, n. 2, p. 99–105, 2010.
- MOHAMMED, S.; SAFIULLAH, O. Optimization of the SO3 content of an Algerian Portland cement: study on the effect of various amounts of gypsum on cement properties. Construction and Building Materials, v. 164, p. 362–370, 2018.
- PENG, Z. et al From ferronickel slag to value-added refractory materials: a microwave sintering strategy. Resources, Conservation & Recycling, v. 149, p. 521-531, 2019.
- RAHMAN, M. A. et al. Soundness and compressive strength of Portland cement blended with ground granulated ferronickel slag. Construction and Building Materials, v. 140, p. 194-202, 2017.
- SAHA, A. K., SARKER, P. K. Expansion due to alkali-silica reaction of ferronickel slag fine aggregate in OPC and blended cement mortars. Construction Building Materials, v. 123, p. 135–142, 2016.
- SAHA, A. K.; KHAN, M. N., SARKER, P. K. Value added utilization of by-product electric furnace ferronickel slag as construction materials: a review. Resources Conservation & Recycling, v. 134, p. 10-24, 2018.
- SAHA, A. K.; SARKER, P. K. Compressive strength of mortar containing ferronickel slag as replacement of natural sand. Procedia Engineering, v. 171, p. 689–694, 2017c.
- SAHA, A. K.; SARKER, P. K. Durability characteristics of concrete using ferronickel slag fine aggregate and fly ash. Magazine of Concrete Research, v. 70, n. 17, p. 865-874, 2018.
- SAHA, A. K.; SARKER, P. K. Sustainable use of ferronickel slag fine aggregate and fly ash in structural concrete: mechanical properties and leaching study. Journal of Cleanear Production, v. 162, p. 438–448, 2017b.
- SAJEDI, F.; RAZAK, H. A. Effects of curing regimes and cement fineness on the compressive strength of ordinary Portland cement mortars. Construction and Building Materials, v. 25, p. 2036–2045, 2011.
- SAKOI, Y. et al. Properties of concrete used in ferronickel slag aggregate. In: INTERNATIONAL CONFERENCE ON SUSTAINABLE CONSTRUCTION MATERIALS AND TECHNOLOGIES, 3., Tokyo, 2013. Proceedings... Tokyo, 2013.
- SCRIVENER, K. L.; JUILLAND, P.; MONTEIRO, P. J. M. Advances in understanding hydration of Portland cement. Cement and Concrete Research, v. 78, p. 38-56, 2015.
- SCRIVENER, K. L.; SNELLINGS, R.; LOTHENBACH, B. A practical guide to microstructural analysis of cementitious materials Boca Raton: CRC Press, 2016.
- SHOYA, M. et al. Properties of self-compacting concrete with slag fine aggregates. In: INTERNATIONAL RILEM SYMPOSIUM ON SELF-COMPACTING CONCRETE, 1., Scotland., 1999. Proceedings […] Scotland, 1999.
- SINDICATO NACIONAL DA INDÚSTRIA DO CIMENTO. Roadmap tecnológico do cimento: potencial de redução das emissões de carbono da indústria do cimento brasileira até 2050. Rio de Janeiro: SNIC, 2019.
-
U.S. GEOLOGICAL SURVEY. Mineral commodity summaries 2022 2022. Available: https://doi.org/10.3133/mcs2022 Access: 01 fev. 2023.
» https://doi.org/10.3133/mcs2022 - USÓN, A. A. et al. Uses of alternative fuel sand raw materials in the cement industry as sustainable waste management options. Renewable and Sustainable Energy Reviews, v. 23, p. 242–260, 2013.
- WU, Q. et al. Utilization of nickel slag as raw material in the production of Portland cement for road construction. Construction and Building Materials, v. 193, p. 426-434, 2018.
- YANG, T.; YAO, X.; ZHANG, Z. Geopolymer prepared with high-magnesium nickel slag: characterization of properties and microstructure. Construction and Building Materials, v. 59, p. 188–194, 2014.
- YOU, N. et al. The influence of steel slag and ferronickel slag on the properties of alkali-activated slag mortar. Construction and Building Materials, v. 227, p. 1-10, 2019.
- ZHOU, Y.; SHI, C. Experimental study of electric furnace ferronickel slag as a supplementary cementitious material in massive high strength concrete. Journal of Thermal Analysis and Calorimetry, v. 147, p. 4983-4993, 2021.
Edited by
-
Editores:
Marcelo Henrique Farias de Medeiros e Eduardo Pereira
Publication Dates
-
Publication in this collection
17 Mar 2025 -
Date of issue
Jan-Dec 2025
History
-
Received
07 Jan 2024 -
Accepted
22 June 2024









 Source:
Source: 


