Abstract
The objective of this work is to evaluate the use of silica fume captured in bag filters on the mechanical and physical properties, durability and microstructure of a high-performance structural mortar. The mix ratio was defined through particle packing and the following properties were evaluated: compressive and flexural strength, water absorption, porosity, dynamic modulus of elasticity, electrical resistivity and microstructure. Mixture proportion through particle packaging promoted densification of the mortar, improving the mechanical properties and durability. As a result, the filler effect was maximized by particle packing, and the pozzolanic effect promoted the improvement of properties in the long term. It is concluded that it is possible to use waste from producing metallic silicon and iron silicon captured in bag filters as silica fume.
Keywords
Silica fume; Metallic silicon waste; Iron silicon waste; Structural mortars; High-performance mortars
Resumo
O objetivo do trabalho é avaliar a utilização de sílica ativa capturada em filtros de mangas nas propriedades mecânicas, físicas, durabilidade e microestrutura de uma argamassa estrutural de alto desempenho. O traço utilizado foi definido por meio do empacotamento de partículas e as seguintes propriedades foram avaliadas: resistências à compressão e tração, absorção de água, porosidade, módulo de elasticidade dinâmico, resistividade elétrica e microestrutura. A dosagem pelo empacotamento de partículas promoveu densificação da argamassa, melhorando a resistência mecânica e a durabilidade. Consequentemente, o efeito filer foi maximizado pelo empacotamento de partículas e efeito pozolânico promoveu melhoria das propriedades a longo prazo. Os resultados indicam que que é possível utilizar os resíduos provenientes da produção do silício metálico e ferro silício captada em filtros manga como sílica ativa.
Palavras-chave
Sílica ativa; Resíduos de silício metálico; Resíduos de ferro silício; Argamassas estruturais; Argamassas de alto desempenho
Introduction
Supplementary cementitious materials (SCM) are essential in the production of current concrete and structural mortars (Almada et al. 2023; Duarte et al., 2022; Lothenbach; Scrivener; Hooton, 2011). Thus, the use of various materials for this purpose is identified, for example÷ fly ash (Vieira et al., 2022), glass waste (Alvarenga et al., 2019), blast furnace slag (Adriana et al., 2024), ornamental rock residues (Almada et al., 2022), ash from some agricultural products (Khattab et al., 2021). Because silica fume has smaller particle sizes, it has greater reactivity compared to blast furnace slag or fly ash (Jeong et al., 2020). Within this context, silica fume is included, which can be obtained as waste from the foundry process in the silicon and ferrosilicon industry (Khattab et al., 2021). During the reduction process, some silicon monoxide gas (Si-O) escapes through the furnace charge with waste gases. It is then oxidized in air, cooled to room temperature, and separated by electrostatic filters or filter bags. It is considered a good Supplementary Cementitious Material (SCM), because it contains between 75% and 95% non-crystalline (amorphous) silica (Siddique; Chahal, 2011).
Silica fume is used as a pozzolan to improve the properties of concrete and structural mortars such as mechanical strength and durability (Khattab et al., 2021). Therefore, there is a reduction in the permeability and protection of the steel against corrosion. There are several studies on replacing cement with silica fume. They analyze the influence on the number of hydrates formed, porosity and their durability (Lothenbach; Scrivener; Hooton, 2011); its effects on the properties of concrete (Frýbort et al., 2023) improving the interfacial transition zone (ITZ, aggregate-matrix) and presenting good mechanical performance, increasing its chemical bond with the concrete layer (Vijayan; Devarajan; Sivasuriyan, 2023). It was noted that the inclusion of 10% silica fume, in the cement paste, resulted in a 36% reduction in the thickness of the ITZ aggregate-matrix, compared to the reference concrete (Wu et al., 2016). Replacing 6% and 10% of cement with silica fume resulted in increases of approximately 19% and 25%, respectively, in compressive strength at 28 days (Behnood; Ziari, 2008). Study on thermal curing, when the proportion of silica fume reaches 20%, the compressive strength of UHPC can reach 170 MPa with the thermal curing process at 90 °C for 3 days, exceeding by 1.3 times the resistance obtained with cures at 20 °C for 28 days. Furthermore, a slight decrease in compressive strength is observed immediately after the thermal curing process, followed by a gradual increase at later ages (Xu et al., 2023). During the improvement tests, it was observed that the silica fume improved the microstructure of the mortar through filling and secondary hydration reactions. These results indicate that silica fume can improve compressive strength and bond, as well as reduce dry density and thermal conductivity, with 10% silica fume (Ding et al., 2023).
Studies of silica fume from steel mills manufacturing silicon metal and iron silicon captured in bag filters are scarce and have not been found in high-strength composites. It is important to carry out studies on the evaluation of the mechanical, physical, and microstructure properties of the action of silica fume. Especially of waste from steel mills manufacturing silicon metal and iron silicon captured in bag filters. It is necessary to further explore these properties over the age of high-strength structural mortars, to understand their behavior over time. These have different characteristics from conventionally found silica fume.
Therefore, this paper aims to evaluate the insertion of silica fume from steel waste from the manufacture of metallic silicon and iron silicon captured in bag filters, in the production of high-strength structural mortars. The mortar behavior was studied to the effect of particle packaging to maximize mechanical and durability properties. The mechanical, physical, durability, and microstructure properties were evaluated in 7, 28, and 112 days of age.
Materials and experimental program
The materials used in this paper were: cement Portland type: CPV- ARI, silica fume, sand (supplied by the Institute of Technological Research – IPT/ Brazil), superplasticizer admixture (polycarboxylate polymers, with a density of 1.12kg/l), and-water. The silica fume obtained comes from the manufacturing process of metallic silicon and iron silicon captured in bag filters. Due to the company's request, their names and respective locations were omitted.
The summary of the experimental program of this research is presented in Figure 1.

The materials were evaluated for their:
-
chemical characterization: it was determined by X-ray fluorescence analysis (XRF), with lithium tetraborate fusion and loss of ignition (LOI) by calcination of the sample at 1000 °C;
-
mineral characterization: they were identified by the X-ray diffraction (XRD) method, with the Philips PW 1710 equipment, using CuKα radiation (λ=1.54 Å, V=50 kV), that has a of 50 kV and step of 0.02°/s. To determine the phases and their contents, the Crystallography Open Database (COD) database was used in the HighScore Plus software;
-
particle size distribution: laser diffraction granulometer, Sympatec brand, model Helos 12LA, computerized with a 50 mm lens. Sodium hexametaphosphate dispersant (0.05%) was used. For the analysis of the cement, the medium level of wetness was used, therefore it was carried out in isopropyl alcohol with the aid of a CILAS 1064 granulometer. The smallest diameter analyzed was 0.03 μm and the sample was agitated in ultrasound during the analysis and before, for 60 seconds. The IPT sands were analyzed by sieving;
-
specific surface area (ASE) and porosity: for porosity analysis, the Brunauer, Emmett, and Taller (BET) model was applied for ASE and the Non-Local Density Functional Theory (NLDFT) model. The Quantachrome Nova 1200e equipment and the Quantachrome NovaWin software version 11.02 were used to find the ASE and the distribution of the pores of the waste, gneiss filler, and cement. Each analyzed sample was previously heated under a vacuum at 150 °C for 48 h to clean the surface. Nitrogen (N2) was the adsorbate used, and to calculate the complete isotherm, the analysis time for each sample was 24 hours. The specific surface area was calculated by the multipoint method in the BET adsorption isotherm and the NLDFT method through the desorption isotherm, to calculate the porosity;
-
morphology and microstructure: the scanning electron microscopy (SEM) technique was used to obtain images of the shape and texture of the particles. To record images using Tescan's MEV-VEGA3 equipment, which performs thermionic emission with a tungsten filament. It is necessary to vacuum the samples for a period of 15 minutes, with a voltage of 20 kV. We applied the INCA X-act energy dispersive spectrometer (EDS) from Oxford – Instruments coupled to the SEM, to carry out an elemental mapping of the materials, to identify the elements present in the particles of the materials; and
-
specific mass: we used the helium gas pycnometer technique to determine the real specific mass of the materials, and the pycnometer model was the Quantachrome Multi Pycnometer MVP-1. The samples remained in the oven for 12 hours at a temperature of 70 ºC.
As the fine aggregate and cement used are standardized by standards, comparative studies can be carried out with other research that used similar materials instead of having a reference mixture, which is the approach of this research. Techniques were sought that maximized the insertion of silica fume and the properties of the mortars studied.
To define the proportion of materials in the structural mortar proportion, the method of particle packaging by software Elkem Materials Mixture Analyzer (EMMA) was used. By using EMMA, it was possible to carry out calculations to find the experimental packing curves. In the software, the parameters used were the maximum diameter of 2.4 mm, which corresponds to the maximum size of the sand, and the minimum diameter of 0.1 µm, which corresponds to the usual size of silica fume. Furthermore, the Modified Andreasen model and the distribution modulus of 0.30, defined based on other studies, were used (Almada et al., 2023; Pinto et al., 2021; Raul et al., 2022).
After defining the proportion of dry materials, the water content and superplasticizer additive were determined. For this, the Flow table (ABNT, 2016) was used with a spread of 230±10mm.
The inclined-axis concrete mixer was used to mix the mortars, then the vibrating table was used to densify the specimens. For the curing process, it left the specimens submerged in water. After curing, the compressive strength was determined (5 cubic specimens – 5 x 5x 5 cm³) (CEN, 2009) in an EMIC universal testing machine, model DL2000, with a loading speed of (0.45 ± 0.15) MPa/s; flexural strength (3 prismatic specimens - 4x4x16 cm³) (CEN, 2009) in an EMIC universal testing machine, model DL2000, with a loading speed of (1.00 ± 0.15) MPa/s; water absorption by capillarity (4 cylindrical specimens (θx h) 5x10 cm²) (ABNT NBR 9779, 2012), water absorption by immersion, porosity and specific mass (ABNT, 2009) was measured on a precision balance of 0, 01 grams. For surface electrical resistivity (cylindrical test piece Ø10x20 cm) (ABNT, 2012) the equipment was the PROCEQ Resipod, whose accuracy is ± 0.2 to ± 2.0 kWcm. It has 4 pins that encounter the surface of the test piece. A current is applied between the two external contacts, the resulting potential difference is supplied by the two internal contacts. The specimen was submerged in water for a period of 72 hours before carrying out the test. TGA (Thermogravimetric Analysis) and DTA (Differential Thermal Analysis) used an Alumina crucible and a nitrogen atmosphere of 50 [ml.min-1] and a temperature of 25 °C to 1000 °C, with a heating rate of 10 ºC/min.
To evaluate the hydration of the composite (CH, Anhydrous Cement, C-S-H), a cubic test specimen (5x5x5 cm³) of pastes was molded. The densification conditions of those used in the compression test were used, to maintain the characteristics of the mortars, making the comparison more reliable. After curing, the specimens were cut with a diamond saw, extracting specimens measuring approximately (1x1x1) cm³ from the internal region to take images and chemical mapping using the SEM-EDS (Scanning Electron Microscope - Scanning Spectroscopy by Energy Dispersive Spectroscopy). Used the SEM - FEI Quanta 3D scanning electron microscope. The images were obtained using the backscattered electron beam, with a voltage of 20 kV and a working distance of 10 mm.
The anhydrous phases and pores were quantified using SEM images. For each mortar age (7, 28, and 112), three fragments were collected at different points, totalling 20 images per mortar. To identify the anhydrous phases, the chemical map (EDS) of the mortars was used and the treatment was carried out using the Image J software using the grey scale. This scale ranges from 0 to 255, with the closest to 0 being black and the closest to 255 being white. For the anhydrous phase, the scale varied between approximately 90 to 200. To identify and measure the pores, the grey scale varied closer to 0. The image was considered as a whole, considering the aggregate for the percentage.
Results and discussions
Characterization of materials
The granulometry of the silica fume, and cement (Table 1 and Figure 2) demonstrates that the former is finer with the cement, as expected, however, it is believed that there are even finer particles (less than 1 µm) that cannot be detected by the granulometer used. This is corroborated (Table 1) by the result of the specific surface area (SSA), which was almost 13 times larger, demonstrating that the material is much thinner than cement. It can also be considered that the silica fume clumped together and that the use of the dispersant was not sufficient to separate the particles. The particle size of the fume silica can influence its reactivity, so it is believed that it can be reactivated, however, with more granular particles that would not react.

In addition to silica fume being very fine, it has a specific density of 2.200 (g/cm³), lower than that of cement, of 3.122 (g/cm³), therefore it is lighter (30% smaller). Therefore, mixture proportion through packaging tends to be more appropriate for sizing the proportion of these materials, as it considers the volume occupied by the particles in the matrix. The specific density result (2.200 g/cm³) was like that found in the literature (Wu et al., 2016).
As for the chemical composition (Table 2 and Figure 3), it appears that the material is predominantly composed of SiO2, however, with lower levels than the traditional ones found in the bibliography (above 90%) (Fallah; Nematzadeh, 2017; Frýbort et al., 2023; Khattab et al., 2021; Siddique; Chahal, 2011). It also has considerable levels of Fe2O3 and Al2O3. It is highlighted that pozzolanic materials may contain aluminum (Fallah; Nematzadeh, 2017).

In Figure 4 it is possible to observe that the XDR presents an amorphous ring around cristobalite and quartz, whose main component is Silica (SiO2). There are also a few peaks, of low intensity, which identify the presence of the mineral’s quartz, cristobalite, and hematite. These corroborate the results obtained in the chemical composition and chemical mapping of EDS. It is observed that it is a partially amorphous material with the presence of crystalline particles, different from what is found in the literature as conventional silica fume (Fallah; Nematzadeh, 2017; Frýbort et al., 2023; Khattab et al., 2021; Siddique; Chahal, 2011).

Mixture proportion by particle packaging
Figure 5 shows the data obtained by particle packing. For this, the results obtained using the least squares method (LSM) were used. The mix that presented one of the best (lowest) LSM results was the 1:3 mix (cement/sand) (Figure 5). This result allows comparison with other research that also studies cement and supplementary cementitious materials where the proportion of normal sand and CPV-ARI cement (95% clinker) is used.

As for the silica fume result, it was identified that from 25% onwards the LSM value is lower and very similar. Thus, although the LSM results with levels of 30% to 50% presented a better LSM, they were disregarded, due to workability, as the higher the silica fume content, the lower its workability (Ghutke; Bhandari, 2014). We chose to choose a content of 25% silica fume, since Sahoo, Sarkar and Davis (2019) and Wu, Shi, and Khayat (2016) also used 25% silica fume in their research. When incorporated into cementitious composites in an ideal proportion (15-25% of cement), silica fume had a positive impact on strength and durability properties. The physical and chemical properties of silica fume are responsible for improving the strength and durability of the composite (Lou et al., 2023). And using silica fume in excess, with higher levels, could cause a reduction in compressive strength (Guleria; Salhotra, 2016).
After the software provided the curve and quantity of each material, the experimental adjustment of the mixture was carried out, by measuring the consistency of 260±10 mm, defining the water and superplasticizer additive contents. The water content was set at 0.375 and the content of 2% superplasticizer was found. Therefore, the proportion of materials was defined as 1:3:0.25:0.37:0.02 (cement: sand: silica fume: water: superplasticizing additive). The time it took for the additive to activate was approximately 12 minutes. It should be noted that this way of using silica fume is more discreet in terms of reducing cement consumption per m³, being only 1.33%, however, it is believed to substantially improve mechanical strength, as demonstrated below.
Physical and durability parameters
Regarding durability indicators, the low values detected stand out, demonstrating that it is a high-performance mortar (Figures 6 and 7). As for the values themselves, a 33.14% drop in water absorption by immersion was detected between 7 and 28 days. A value close to the observed decrease in porosity (31.53%). This demonstrates that the reactions of the silica fume with the cement closed the few pores that exist, which is corroborated by the results between 28 and 112 days, which demonstrate a reduction of 8.65% in porosity and 8.19% in absorption.


When comparing with mixtures without addition (similar materials and the same cement-sand ratio of 1:3 and w/c of 0.49) (Almada; Santos; Souza, 2022), there is a reduction of 88.00% (approximately 1/8) in water absorption by immersion and 99.80% (1/500) in the capillarity coefficient. A similar result is found about open porosity, which reduces by 90.00%. This occurs due to greater particle packing (Badalyan et al., 2024), generating a refinement of the microstructure and increasing the durability of the material (Karein et al., 2017). Therefore, this waste, despite containing crystalline particles, managed to promote some pozzolanic reactions and contributed to a filler effect (closing pores and promoting nucleation).
The reduction detected in water absorption by immersion (Figure 6) and in open porosity (Figure 7) can also be identified in the capillarity coefficient (Figure 6), in which a drop of 47.50% can be detected between 7 and 28 days and 28.57% between 28 and 112 days. Corroborating the reaction of silica fume closing the pores or their connectivity. Pozzolanic reactions in silica fume may be the cause of the reduction in water absorption, as they reduce the surface pores of the mortar (Karein et al., 2017).
In Figure 8a it is possible to view the raw images of specimens aged 7, 28, and 112 days, using SEM-EDS. Figure 8b shows the binary image, which was treated to emphasize the pores of the specimens.

SEM-EDS images and pores. (a) raw image, (b) processed into binary image aged 7, 28, and 112 days
In Figure 7 and 8, the number of pores was obtained by analysis of 20 images of each age. It was possible to observe that the number of pores was greater after 7 days, 3.00%, thus corroborating the result found in the open porosity analysis, 3.28% (Figure 7). For 28 days, the porosity reduced by 51%, reaching a value of 1.46%, thus being a result of close to 2.18% of the open porosity. This reduction in pore content, after 28 days, may be due to silica fume being slower to react (Lothenbach; Scrivener; Hooton, 2011). For the age of 112 days, there was an increase of 15% compared to 28 days. With a content of 1.68%, a value close to the open porosity analysis, of 2.12%. It can be observed that both using the pore quantity method and the open porosity analysis method, the values stabilized after 112 days-and presented a very low value. Showing another good indicator of durability. The relationship between durability and permeability rate is strongly related. The inclusion of silica fume as a mineral admixture can improve the strength of mortar without the need to increase the amount of cement, in addition to contributing to reducing the permeability rate (Elchalakani, 2015; Najigivi et al., 2013).
As for mechanical parameters, it is possible to highlight (Figure 9) the most pronounced increase in compressive strength in the interval between 7 and 28 days (26.08%), being much smaller between 28 and 112 days (5.00%). It may be due to the distribution of silica fume in the matrix and due to the slow reaction of pozzolan (Frýbort et al., 2023). The 28-day compressive strength value, 88.76 MPa, was higher than the values of 67.34 MPa (Mohan; Mini, 2018) and 46 MPa (Sahoo; Sarkar; Davis, 2019), found in the bibliography for the use of conventional silica fume. It was even bigger (twice as much) than the mixtures without addition (similar materials and the same cement-sand ratio of 1:3 and w/c of 0.49) (Almada; Santos; Souza, 2022).

This result was like that of flexural strength (an increase of 28.27% between 7 and 28 days and 4.49% between 28 and 112 days). The flexural strength for 28 days (5.94 MPa) was higher than the values of 5.2 MPa (Karthikeyan; Dhinakaran, 2018) and 3.64 MPa (Sahoo; Sarkar; Davis, 2019) that used conventional silica fume.
One of the reasons for the increase in mechanical resistance may be due to particle packaging, and at early ages, silica fume can act as a nucleating agent and later as pozzolan. It may be related to the w/c ratio since it was low at 0.375 and used a 2% superplasticizer additive, which improved its compressive strength (Matos et al., 2021). Therefore, these mechanical results corroborate the porosity results (open and quantitative through SEM) that had a low pore content, making the matrix denser and increasing its mechanical properties.
The microstructure of cementitious composites is directly related to their durability (Aguiar, 2018), since electrical resistivity is a non-destructive test and can be a method to evaluate their quality and durability (Layssi et al., 2015). The surface electrical resistivity of 28 days (Figure 10), 300 kΩ.cm, was well above 47.5 kΩ.cm (Karein et al., 2017), being in the range characterized as insignificant in terms of corrosion potential (BALESTRA et al., 2020). For 112 days, the surface electrical resistivity increased by 126% and reached a value of 680 kΩ.cm, also being in the range characterized as insignificant in terms of corrosion potential (Balestra et al., 2020). Therefore, another indicator of good mortar durability. It is noteworthy that when comparing with mixtures without addition (similar materials and the same cement-sand ratio of 1:3 and w/c of 0.49) (Almada; Santos; Souza, 2022) an increase of 6 times (50 compared to 300 kΩ.cm), demonstrating the great increase in durability, especially related to attack by Chloride Ions.

Knowing the great importance of volumetric electrical resistivity for evaluating its durability (Hornbostel; Larsen; Geiker, 2013), it is observed that the mortar after 28 days, (Figure 10) already presented an excellent result, 1,360 Ω.m, already being in the very low range for chloride penetration (AASHTO, 2014). For 112 days, the volumetric electrical resistivity reached the maximum that the RESIPOT could measure 1,973 Ω.m, also being in the very low range for chloride penetration (AASHTO, 2014).
The w/c ratio may have helped with the good result in the electrical resistivity of the present research, since the a/c factor was 0.375. Therefore, the smaller the amount of water in the w/c ratio, the lower the number of pores and their interconnections, causing greater electrical resistivity (Wang et al., 2022). However, it is believed that this occurs mainly due to the presence of silica fume that causes a pore refinement effect and reduces the permeability of the mortar. It is worth noting yet that silica fume has more progressive hydration reactions over time, causing the electrical resistivity to increase (Medeiros; Lima, 2016).
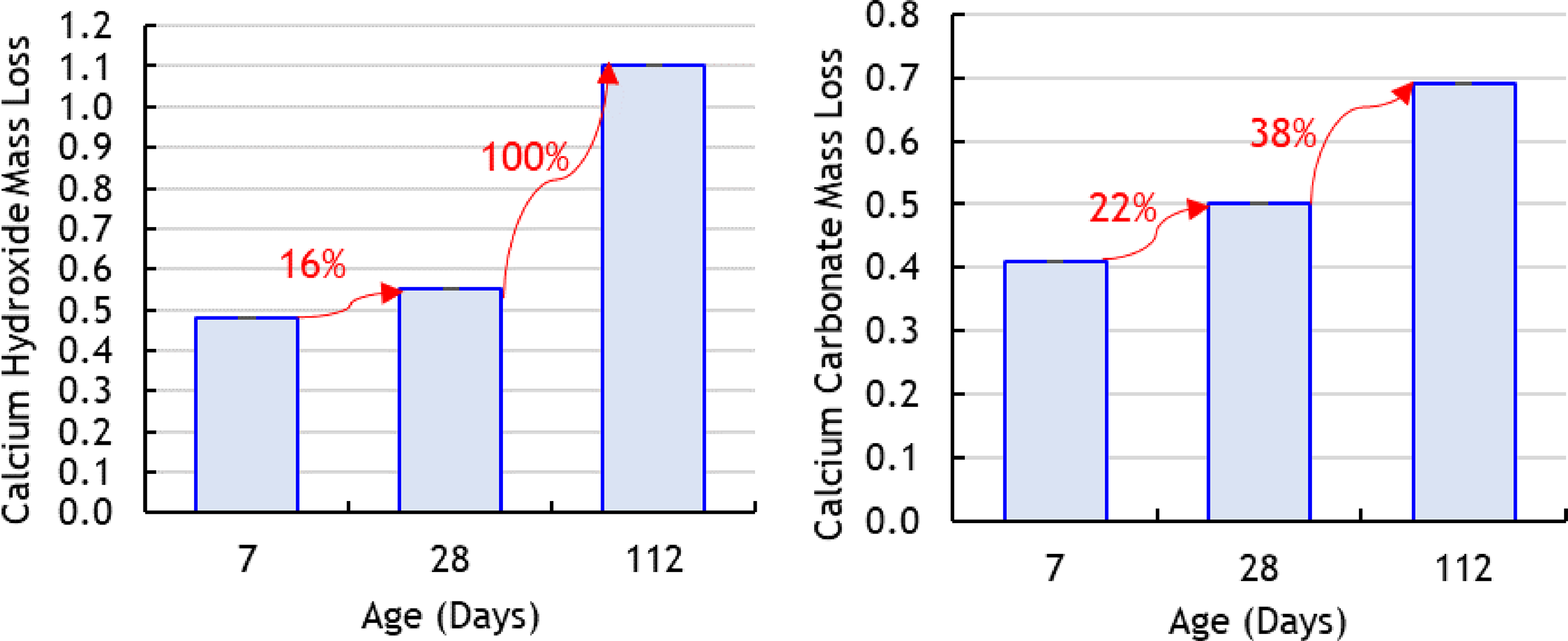
By analyzing the thermogravimetry (Figure 11), it is noticeable that low values of mass loss are found, both in the temperature range for calcium hydroxide and calcium carbonate. This demonstrates the clogging of the pores by pozzolanic activity. This corroborates the current results (porosity, absorption) and the increase in surface electrical resistivity (473 between 7 and 28 days and 126.67% between 28 and 112 days), making the mortar highly durable. This indicates that silica fume may have functioned as nucleation points favoring the hydration of Portland cement. This can also be seen in image analysis, which shows a tendency for anhydrous particles to reduce over time (Kuzielová et al., 2021).

When analyzing the number of anhydrous phases, through the treatment of SEM images (Figure 12a with raw images of specimens aged 7, 28, and 112 days, through SEM-EDS and Figure 12b image treated to emphasize the anhydrous phases of specimens), it is observed that for the age of 7 days (Figure 12), the content of anhydrous phases was 5.77% and had a reduction of 38% for the age of 28 days.

For the age of 112 days, the reduction was smaller, being 5%, and having a content of 3.38%. As the hydration phase progresses, the curing ages, the number of anhydrous phases reduces, due to the silica fume. As the hydration reaction proceeds, the amorphous content of the cement increases, while the anhydrous content decreases. This phenomenon is accelerated in cements that contain pozzolanic constituents, which increases in the C-S-H gel content (Menéndez; Sanjuán; Recino, 2023).
Microstructure images (Figures 13 and 14) corroborate the mechanical results and durability indicators. In this case, a greater reaction of the compounds is observed, reducing the non-hydrated phases and the fine particles of silica fume, allowing the cement nucleation reactions to be maximized. Therefore, it presented a compact microstructure, increasing mechanical and durability properties, corroborating Rostami and Behfarnia (2017). The cracks in the image are due to specimen preparation. The larger mixing process (to activate the super-plasticizing additive) generated an adequate dispersion of the materials, converging to a more homogeneous matrix.


Image analysis of SEM-EDS images was used to analyse the porosity (range of 5 µm to 50 µm) of the interface transition zone (Figure 14). The results of pore quantities in each range are presented in Figure 15. The thickness of the Internal Transition Zone (ITZ) is influenced by several factors, including the water-cement ratio (w/c), the distance between aggregates, the size, spatial distribution, and hydration of cement particles (Samal; Ray; Thiyagarajan, 2022). The results suggest that by increasing the fineness of the cement, there is a tendency to favor the formation of calcium silicate hydrate in the Interfacial Transition Zone (ITZ), which can result in a refinement of the pore structures and the creation of a microstructure denser and more uniform (Korouzhdeh; Naddaf; Kazemi, 2022). Stabilization of mortar porosity was observed: at approximately 30 μm from the aggregate values ranging from 21 to 38 μm were also identified (Hussin; Poole, 2011); approximately 20 μm (Almada et al., 2022); 7 to 21 μm (Samal; Ray; Thiyagarajan, 2022).

It is observed that the 5 µm range has the highest pore content, at all ages, 7 (3.02%), 28 (2.86%), and 112 (3.17%) days. Therefore, there is a greater reduction at all ages up to the 30 μm range. From the range of 30 μm to 50 μm, stabilization of the pores is observed, corroborating (Hussin; Poole, 2011). These results are close to the values obtained from the open porosity test and pore quantities through SEM analysis (Figures 6 and 8).
These findings highlight the influence of ITZ characteristics on the mechanical strength of cementitious composites. This is mainly associated with the fineness of the cement particles and mineral admixtures present in the matrix (Korouzhdeh; Naddaf; Kazemi, 2022). Therefore, the presence of silica fume coming from the manufacturing process of metallic silicon and iron silicon captured in bag filters appears to be a suitable mineral admixture.
Conclusions
The results of this study indicated that the mortar achieved good mechanical results with high compressive (93 MPa) and flexural (6.21 MPa) strength results. Similarly, there were high durability results with low values for water absorption by immersion (1.04%) and open porosity (2.19%) and high values of surface electrical resistivity (680 kΩ.cm) with low potential for corrosion. Low values of mass loss were observed in thermogravimetry and a dense microstructure, with few pores and more homogeneous, typical of high-performance mortars. The mechanical, physical, durability, and microstructural properties were more influenced at early ages by cement and at older ages by silica fume. The presence of silica fume mixture proportion by particle packaging promoted greater densification of the matrix, increasing mechanical properties and increasing durability, enabling the generation of high-performance mortars. Silica fume from steel waste manufacturing silicon metal and iron silicon captured in bag filters can be used as mineral addition in high-strength cementitious composites. Its presence influences the evolution of the analyzed properties and needs to be considered in the development of traits, especially for high-performance mortars. The use of this silica fume can generate a more eco-efficient mortar and thus cause less environmental damage and reduce the extraction of non-renewable raw materials.
Acknowledgements
The authors acknowledge National Council for Scientific and Technological Development (CNPq - grants 304596/2022-1 and 409493/2023-6), Coordination for the Improvement of Higher Education Personnel (CAPES) and Minas Gerais Research Support Foundation (FAPEMIG - grants APQ-00584-21 and APQ-00062-22) for their financial support.
-
FAJARDO, A. A.; SOUZA, S. R.; BUENO, Z. R.; MACEDO, J. G. de; LANNA, V. F.; ALMEIDA, F. do C. R.; AGUILAR, M. T. P.; GARCIA, D. C. S.; BARBOSA, M. T.; SANTOS, W. J. dos. High-performance structural mortars with the admixture of silica fume from steel waste. Ambiente Construído, Porto Alegre, v. 25, e138597, jan./dez. 2025.
References
- ADRIANA, E. et al Case studies in construction materials investigation of the engineering and environmental properties of cement mortars incorporating ladle furnace steel slag. Case Studies in Construction Materials, v. 20, n. January, 2024.
- AGUIAR, L. C. de. Os efeitos da variação de temperatura nas medidas de resistividade elétrica superficial do concreto Belo Horizonte, 2018. 103 f. Dissertação (Mestrado em Construção Civil) - Universidade Federal de Minas Gerais, Belo Horizonte, 2018.
- ALMADA, B. S. et al. Study of mechanical, durability and microstructural properties of cementitious composite with addition of different iron ore tailings from Brazil. Journal of Materials Research and Technology, v. 18, p. 1947–1962, 2022.
- ALMADA, B. S., et al. Evaluation of the microstructure and micromechanics properties of structural mortars with addition of iron ore tailings. Journal of Building Engineering, v. 63, p. 105405, 2023.
- ALMADA, B. S.; SANTOS, W. J.; SOUZA, S. R., Marble and granite waste as mineral addition in mortars with different water-cement ratios. Ambiente Construído, Porto Alegre, v. 22, n. 4, p. 7-22, out./dez. 2022.
- ALVARENGA, C. B. C. S. et al. Influence of soda-lime waste glass microparticles on workability and thermal properties of Portland cement compounds. Materiales de Construccion, v. 69, n. 335, 2019.
- AMERICAN ASSOCIATION OF STATE HIGHWAY AND TRANSPORTATION OFFICIALS. TP 95: standard method of test for surface resistivity indication of concrete’s ability to resist chloride ion penetration. Washington, 2014.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 13276: argamassa para assentamento e revestimento de paredes e tetos: determinação do índice de consistência. Rio de Janeiro, 2016.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9778: argamassa e concreto endurecidos: determinação da absorção de água, índice de vazios e massa específica, Rio de Janeiro, 2009.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9779: cimento Portland: determinação da resistência à compressão. Rio de Janeiro, 2012.
- BADALYAN, M. M. et al. Effect of silica fume concentration and water–cement ratio on the compressive strength of cement-based mortars. Buildings, v. 14, n. 3, p. 1-13, 2024.
- BALESTRA, C. E. T. et al. Evaluation of chloride ion penetration through concrete surface electrical resistivity of field naturally degraded structures present in marine environment. Construction and Building Materials, v. 230, 116979, 2020.
- BEHNOOD, A.; ZIARI, H. Effects of silica fume addition and water to cement ratio on the properties of high-strength concrete after exposure to high temperatures. Cement and Concrete Composites, v. 30, n. 2, p. 106–112, 2008.
- COMITÉ EUROPEU DE NORMALIZAÇÃO: NP EN 12390-3: ensaio de concreto endurecido: resistência à compressão dos corpos de prova de ensaio. Lisboa, 2009.
- DING, C. et al. Research on fire resistance of silica fume insulation mortar. Journal of Materials Research and Technology, v. 25, p. 1273–1288, 2023.
- DUARTE, M. S. et al. Influence of mechanical treatment and magnetic separation on the performance of iron ore tailings as supplementary cementitious material. Journal of building engineering, v. 59, p. 105099, 2022.
- ELCHALAKANI, M. High strength rubberized concrete containing silica fume for the construction of sustainable roadside barriers. Structures, v. 1, p. 20–38, 2015.
- FALLAH, S.; NEMATZADEH, M. Mechanical properties and durability of high-strength concrete containing macro-polymeric and polypropylene fibers with nano-silica and silica fume. Construction and Building Materials, v. 132, p. 170–187, 2017.
- FRÝBORT, A. et al. Changes in the chemical composition of silica fume in the concrete composite system. Case Studies in Construction Materials, v. 18, n. February, 2023.
- GHUTKE, V. S.; BHANDARI, P. S. Influence of silica fume on concrete. Journal of Mechanical and Civil Engineering, v. 1, p. 44-47, 2014
- GULERIA, A. N.; SALHOTRA, S. Effects of silica fume (micro silica or nano silica) on mechanical properties of concrete: a review. International Journal of Civil Engineering and Technology, v. 7, n. 4, p. 345–357, 2016.
- HORNBOSTEL, K.; LARSEN, C. K.; GEIKER, M. R. Relationship between concrete resistivity and corrosion rate: a literature review. Cement and Concrete Composites, v. 39, p. 60–72, 2013.
- HUSSIN, A.; POOLE, C. Petrography evidence of the interfacial transition zone (ITZ) in the normal strength concrete containing granitic and limestone aggregates. Construction and Building Materials, v. 25, n. 5, p. 2298–2303, 2011.
- JEONG, Y. et al. Acceleration of cement hydration from supplementary cementitious materials: Performance comparison between silica fume and hydrophobic silica. Cement and Concrete Composites, v. 112, n. May, p. 103688, 2020.
- KAREIN, S. M. et al.A new approach for application of silica fume in concrete: wet granulation. Construction and Building Materials, v. 157, p. 573–581, 2017.
- KARTHIKEYAN, B.; DHINAKARAN, G. Influence of ultrafine TiO2 and silica fume on performance of unreinforced and fiber reinforced concrete. Construction and Building Materials, v. 161, p. 570-576, 2018.
- KHATTAB, R. M. et al. Recycling of silica fume waste in the manufacture of β-eucryptite ceramics. Materials Characterization v. 171, 110740. 2021.
- KOROUZHDEH, T.; NADDAF, H. E.; KAZEMI, R. The ITZ microstructure, thickness, porosity and its relation with compressive and flexural strength of cement mortar; influence of cement fineness and water/cement ratio. Frontiers of Structural and Civil Engineering v. 16. p. 191-201, 2022.
- KUZIELOVÁ, E. et al. Phase composition of silica fume: Portland cement systems formed under hydrothermal curing evaluated by FTIR, XRD, and TGA. Materials, v. 14, n. 11, p. 2786, may 2021.
- LAYSSI, H. et al. Electrical resistivity of concrete. Concrete International, v. 37, n. 5, p. 41–46, 2015.
- LOTHENBACH, B.; SCRIVENER, K.; HOOTON, R. D. Supplementary cementitious materials. Cement and Concrete Research,v. 41, n. 12, p. 1244–1256, 2011.
- LOU, Y. et al Performance characteristics of cementitious composites modified with silica fume: a systematic review. Case Studies in Construction Materials, v. 18, n. November 2022, p. e01753, 2023.
- MATOS, P. R. et al. Workability maintenance of water-reducing admixtures in high-performance pastes produced with different types of Portland cement. Revista Materia, v. 26, n. 1, 2021.
- MEDEIROS, R. A.; LIMA, M. G. Electrical resistivity of unsaturated concrete using different types of cement. Construction and Building Materials, v. 107, p. 11–16, 2016.
- MENÉNDEZ, E.; SANJUÁN, M. Á.; RECINO, H. Study of microstructure, crystallographic phases and setting time evolution over time of Portland cement, coarse silica fume, and limestone (PC-SF-LS) ternary portland cements. Crystals, v. 13, n. 8, 2023.
- MOHAN, A.; MINI, K. M. Strength and durability studies of SCC incorporating silica fume and ultra fine GGBS. Construction and Building Materials, v. 171, p. 919–928, 2018.
- NAJIGIVI, A. et al. An artificial neural networks model for predicting permeability properties of nano silica-rice husk ash ternary blended concrete. International Journal of Concrete Structures and Materials, v. 7, n. 3, p. 225–238, 2013.
- PINTO, F. B. et al Mixture design for self-compacting concrete using a virtual particle packing method Projeto de mistura para concreto autocompactante usando um método de embalagem virtual de partículas. Brazilian Journal of Development, v. 7, n. 5, p. 50029–50049, May, 2021.
- RAUL, B. A. S. et al Aplicação do software EMMA na análise do empacotamento máximo de partículas utilizando o Metacaulim. In: CONGRESSO INTERNACIONAL SOBRE PATOLOGIA E REABILITAÇÃO DE CONSTRUÇÕES, 17., Fortaleza, 2021. Anais [...]Fortaleza, 2022.
- ROSTAMI, M.; BEHFARNIA, K. The effect of silica fume on durability of alkali activated slag concrete. Construction and Building Materials, v. 134, p. 262–268, 2017.
- SAHOO, K. K.; SARKAR, P.; DAVIS, R. Mechanical properties of silica fume concrete designed as per construction practice. Proceedings of Institution of Civil Engineers: Construction Materials, v. 172, n. 1, p. 20–28, 2019.
- SAMAL, D. K.; RAY, S.; THIYAGARAJAN, H. Influence of Differential ITZ Thickness around the Aggregate on Properties of Concrete. Journal of Materials in Civil Engineering, v. 34, n. 7, 2022.
- SIDDIQUE, R.; CHAHAL, N. Use of silicon and ferrosilicon industry by-products (silica fume) in cement paste and mortar. Resources, Conservation and Recycling. v. 55, n. 8, p. 739-744. 2011.
- VIEIRA, M. et al Assessment of the impact of adding fly ash and coal bottom ash to an advanced cement-based composite matrix. Revista IBRACON de Estruturas e Materiais, v. 15, n. 5, p. 1–13, 2022.
- VIJAYAN, D. S.; DEVARAJAN, P.; SIVASURIYAN, A. A review on eminent application and performance of nano based silica and silica fume in the cement concrete. Sustainable Energy Technologies and Assessments, v. 56, n. February, p. 103105, 2023.
- WANG, P. et al. Effects of water-to-cement ratio on the performance of concrete and embedded GFRP reinforcement. Construction and Building Materials, v. 351, n. July, p. 128833, 2022.
- WU, K. et al. Microstructural characterization of ITZ in blended cement concretes and its relation to transport properties. Cement and Concrete Research, v. 79, p. 243–256, 2016.
- WU, Z.; SHI, C.; KHAYAT, K. H. Influence of silica fume content on microstructure development and bond to steel fiber in ultra-high strength cement-based materials (UHSC). Cement and Concrete Composites, v. 71, p. 97–109, 2016.
- XU, D. et al. Influence of silica fume and thermal curing on long-term hydration, microstructure and compressive strength of ultra-high-performance concrete (UHPC). Construction and Building Materials, v. 395, n. March, p. 132370, 2023.
Edited by
-
Editor:
Marcelo Henrique Farias de Medeiros
-
Editora de seção:
Edna Possan
Publication Dates
-
Publication in this collection
31 Jan 2025 -
Date of issue
Jan-Dec 2025
History
-
Received
14 Feb 2024 -
Accepted
06 June 2024